انواع میخ پرچ میخ پرچها را بر حسب نوع کار نوع اتصال وضخامت قطعات اتصال به فرمها
|
|
|
- Ἰάειρος Αντωνιάδης
- 7 χρόνια πριν
- Προβολές:
Transcript
چکشی( این میخ پرچها برای اتصال ورقها پروفیلها ساختمانهای فلزی وکشتیسازی وصنایع مختلف دیگر کاربرد دارد. ومعموال تا قطر 36 میلیمتر طراحی وساخته میشود.")
1 انواع میخ پرچ میخ پرچها را بر حسب نوع کار نوع اتصال وضخامت قطعات اتصال به فرمها واندازههای مختلف میسازند. 1. میخ پرچهای ضربهای )چکشی( این میخ پرچها برای اتصال ورقها پروفیلها ساختمانهای فلزی وکشتیسازی وصنایع مختلف دیگر کاربرد دارد. ومعموال تا قطر 36 میلیمتر طراحی وساخته میشود. این میخ پرچها تا قطر 10 میلیمتر به صورت سرد واز قطر 10 تا 36 میلیمتر به صورت گرم به کار گرفته میشوند با توجه به نوع کاربری آنها سرهای متفاوتی دارند در شکل )9-5( نمونههای مختلف آنها آورده شده است. شکل
2 پرچ تسمه در جدول )2-5( مشخصات ونمونه کاربرد انواع پرچهای ضربهای تا قطر 10 میلیمتر که برای اتصال ورقهای فلزی به کار برده میشوند آورده شده است. پرچ نیمگرد تخت پرچ عدسی پرچ سر خزینه پرچ سر نیمگرد MS / St 34 / CU / AL MS / St 34 / CU / AL MS / St 34 / CU / AL MS / St 34 / CU / AL CU / AL جدول 2-5 نوع پرچ توضیح جنس میخ پرچ شکلهای میخ پرچ d = 1/ 2/ 3/ 4/ 5/ 6/ 7/ 8/ 9 d = 1/ 2/ 3/ 4/ 5/ 6/ 7 d = 1/ 2/ 3/ 4/ 5/ 6/ 7/ 8 d = 3/ 4/ 5 قطرهای موجود و و و و 1/ 71, / 42, / 63, / 5 0/ 4, 2/ 6, 3/ 5 1/ 4, 2/ 6, 3/ 5 3/ 5 D = 1/ 75.d K = 0 / 6.d D = 1/ 75.d K = 0 / 5.d D = 2.d K = 0 / 5.d d = 2 / 3.d K = 0 / 3.d d = 2 / 8.d K = 0 / 4.d پارامترها اتصاالت مواد نرم اتصال لحیم اتصال اتصاالت ورقکاری در مواردی که الزم اتصاالت محکم و بعضی کاربردها مانند: چرم نمد الستیک محکم و درزبندی پروفیلهایآلومینیومی و اتصاالت ظریف است سر میخ پرچ داخل قطعه اتصال قرار درزبندی گیرد پرچ میخی این پرچ در اتصال ورقهای فلزی ومصنوعات ساخته شده از ورق مانند وسایل آشپزخانه بدنه اتومبیل مورد استفاده قرار میگیرد جنس این پرچها از فوالد معمولی شکل
شکل 12-5( پرچ سرگرد معمولی است.")
3 D وآلیاژهای آلومینیوم ومس ساخته میشود. این میخ پرچها از یک استوانه توخالی جدول 3-5 ومیلهایانواع میخیپرچ که در سر گ رد درون آن معمولی قرار دارد سرخزینه و تشکیلسرشده گ رد است. بزرگ )شکل 12-5( پرچ سرگرد معمولی است. میخ آورده شده سرخزینه میخ پرچها پرچ این میخ سه نوع متفاوت از بزرگ ویژگیهای سرگرد )3-5( پرچ جدول میخ در H E H E H E 2/40 5 0/8 5 0/8 2/90 6 0/8 6 0/8 3/20 6/5 0/9 6/5 0/ /85 8 1/2 8 1/2 10 1/4 4/ /5 10 1/5 14 1/7 5/ /8 12 1/ / /2 برای اتصال این پرچها به دستگاه پرچ کش مخصوص نیاز است که پرچکاری با آن انجام میگیرد. نیروی الزم پرچکاری توسط دست یا با استفاده از هوای فشرده تأمین میشود. )شکل 11-5( پرچهای مخصوص: برای اتصال ورقهای فلزی نازک یا صفحاتی از مواد مصنوعی چرم وهمچنین در مواردی که برای پرچکاری فقط یک طرف محل اتصال در اختیار باشد. از پرچهای مخصوص استفاده میکنند. پرچهای مخصوص عبارتند از: پرچهای لولهای قارچی پرچ انفجاری 4- پرچهای لولهای: کاربرد این میخ پرچها برای اتصال قطعات فلزی سبک ومواد غیر فلزی )چرم مقوا مواد مصنوعی( است. اتصالی که با این میخ پرچ انجام میگیرد استحکام زیادی ندارد وبرای درزبندی هم مناسب نیست. این پرچها را از فوالدهای نرم برنج مس یا آلومینیوم تا قطر 10 میلیمتر میسازند. برای ایجاد اتصال با این میخ پرچ از یک سمبه مخصوص استفاده میکنند ولبه پرچ را با ضربه یا نیروی وارد بر آن شکل میدهند. )شکل 12-5( شکل 11-5 پرچکش دستی یا ماشینی شکل


4 شکل 13-5 پرچک ش قالب زیر پرچ چکش پرچ قارچی: در اتصال ورقهای نازکی که بایستی از یک طرف کامال صاف بوده وبرجستگی نداشته باشد. استفاده از پرچ خزینهای به علت ضخامت کم قطعات مورد اتصال امکان ندارد در چنین مواردی از پرچقارچی استفاده میشود. )شکل 13-5( پرچ انفجاری: در بدنه این پرچ سوراخ بن بستی ایجاد شده که درون آن را با مواد منفجره پر میکنند سپس با درپوشی آن را مسدود مینمایند. مواد منفجره بستگی به قطر و جنس میخ پرچ دارد. پرچکاری به این صورت انجام میگیرد که پس از قرار دادن میخ پرچ درون سوراخ قطعات مورد اتصال سر میخ پرچ را به کمک هویه مخصوص گرم میکنند. مواد منفجره در درجه حرارت 120 تا 130 درجه سا نتیگراد منفجر میشود وانرژی حاصل سر قفل کننده میخ پرچ ایجاد میگردد. )شکل 14-5( هویهی گرمکننده پرچ میل پرچ جا زده شده قبل از شکلگیری مواد منفجره به میل پرچ شکل داده شکل محاسبات پرچکاری: برای داشتن اتصالی مطمئن در پرچکاری الزم است محاسبات دقیقی برای تعیین عوامل آن انجام داد. لذا در ادامه به نحوه محاسبه بعضی عوامل تعیین کننده میپردازیم. تعیین قطر پرچ: برای تعیین قطر میخ پرچ عوامل مختلفی تأثیرگذار میباشد عواملی مانند ضخامت قطعات مورد اتصال نوع پرچکاری وتنش های اعمالی را نام برد. تعیین قطر میخ پرچ با استفاده از روابط وجداول موجود انجام میگیرد. نمونه روابط به شرح زیر میباشد: )رابطه 9-5( فرمول عملی پرچکاری فرمول برایل d d = T+2 = 50 t 4 45t = d فرمول هامبورگ 15 + t رابطه
5 باال: روابط در =d پرچ قطر =T اتصال مورد قطعات ضخامت مجموع =t اتصال مورد قطعات ضخامت میانگین گرم( یا )سرد پرچکاری نوع با متناسب پرچ سوراخ قطر پرچ: سوراخ قطر تعیین رد کاستیهای نشود تعیین دقت با پرچ سوراخ قطر چنانچه میشود. تعیین پرچ وقطر میکند. تعیین را )d( پرچ سوراخ قطر 11-5( و )10-5 روابط میگردد. ایجاد اتصال سرد پرچکاری d 1 = 1/ 1d 10-5 رابطه 11-5 رابطه d1 = d+ 1 گرم پرچکاری ضخامت تا ورقها اتصال برای را پرچ سوراخ قطر و پرچ قطر نیز )4-5( جدول در میدهد. نشان میلیمتر جدول ردیف ردیف پرچ سوراخ قطر پرچ قطر قطعه ضخامت کار پرچ سوراخ قطر پرچ قطر قطعه ضخامت کار /3 3 0/ / /5 4/ / / /7 7 2/ /
15-5( نشان داده شده است طول پرچ برابر است با مجموع ضخامت قطعات به عالوه مقداری که برای شکل دادن مورد نیاز است مطابق رابطه L = T + Le رابطه 12-5 :)12-5( شکل 15-5 از طرفی چون نوع")
6 تعیین طول میخ پرچ: طول میخ پرچ متناسب با ضخامت قطعات مورد اتصال ونوع پرچکاری تعیین میشود. افزایش یا کاهش طول بیشتر از حد الزم موجب بروز کاستیهایی در اتصال پرچکاری میگردد. همان طور که در شکل )15-5( نشان داده شده است طول پرچ برابر است با مجموع ضخامت قطعات به عالوه مقداری که برای شکل دادن مورد نیاز است مطابق رابطه L = T + Le رابطه 12-5 :)12-5( شکل 15-5 از طرفی چون نوع پرچکاری )نیمکروی خزینهای و...( و روش اجرا نیز در تعیین طول پرچ مؤثر هستند برای اتصاالت مختلف الزم است از روابط خاص استفاده کرد جدول )5-5( نمونهای از این روابط را برای تعیین طول پرچهای نیمکروی وخزینهای با روشهای مختلف اجرا نشان میدهد. جدول 5-5 تعیین تقریبی مقدار L در پرچکاری پرچ سر عدسی پرچ خزینهای پرچ نیمکروی نوع پرچکاری =L T /1+ 5d پرچکاری سرد با دست L= T +0/ 7d L= T +1/ 1d L= T +1/ 6d پرچکاری سرد پرسی L= T +0/ 8d L= T +1/ 1d =L T /1+ 7d پرچکاری سرد با هوا L= T +0/ 8d L= T +1/ 2d L= T +1/ 7d پرچکاری گرم باروغن L= T+ d L= T +1/ 2d =L T /1+ 7d پرچکاری گرم با ماشین L= T+ d L= T +1/ 2d 106
7 مثال: محاسبههای زیر را برای اتصال مطابق شکل )16-5( به دست آورید در صوتیکه پرچکاری سرد انجام شده باشد. t1 = 4mm پاسخ: قطر پرچ = d d 1 قطر سوراخ پرچ= طول پرچ = L شکل 16-5 t2 = 3mm T d = 7mm = T+2 d = 7+ 2= قطر پرچ 9mm d 1 = 1/ 1d d 1 = 1/ 1 9= قطر سوراخ پرچ /9 9mm L= T +1/ 7d L = 7+ 1/ 7 9 L طول پرچ = 22 / 3mm معایب پرچکاری در اتصاالت پرچکاری ممکن است به دو دلیل زیر عیوبی در پرچکاری به وجود آید. الف( انتخاب نادرست عوامل پرچکاری ب( انتخاب نادرست روش اجرا 107
8 در جدول )6-5( نمونههایی از عیوب پرچکاری نشان داده شده است. جدول 6-5 نقص شکل علت وعامل نقص بدنه میخ پرچ کج شده وسوراخ را پر نمیکند سوراخ بزرگتر از اندازه مجاز است بدنه وسر قفل کننده میخ پرچ منحرف شده واستحکام سوراخها در یک راستا نیستند محل اتصال کم است. سر قفل کننده میخ پرچ دارای انحراف است. امتداد سوراخهانسبت به سطح کار مایل هستند سر قفل کننده بزرگ ودارای پلیسه میباشد. طول میخ پرچ بزرگ تر از اندازه مجاز میباشد. سر قفل کننده کوچک بوده واستحکام محل اتصال کم میباشد. طول میخ پرچ کوچکتر از اندازه مجاز میباشد. 108
9 ارزشیابی فصل پنجم 1 -انواع روشهای اتصال در صنعت را نام ببرید. 2 -فرنگی پیچ را تعریف کرده وانواع روشهای اجرایی آن را نام ببرید. 3 -انواع فرنگی پیچ را با رسم شکل نام ببرید. 4 -کاربرد چرخ رخ )چرخ ورقکاری( را شرح دهید. 5 -انواع روشهای پرچکاری را نام ببرید. 6 -انواع روشهای اجرایی پرچکاری را نام ببرید. 7 -اصول پرچکاری را شرح دهید. 8 -چند نمونه از عیوب پرچکاری را نام ببرید. 9 -چند نمونه از انواع میخ پرچها را نام ببرید. 109
10
11 بخش دوم: عملیات کارگاهی فصل ششم روشهای بریدن ورقهای فلزی 111
12 هدفهای رفتاری 1- نکات اجرایی برشکاری با قیچی دستی را توضیح دهد. 2- ورقهای نازک را با قیچی دستی ببرید. 3- برشکاری با قلم را انجام دهد. 4- نکات اجرایی قلمکاری را شرح دهد. 5- کار با قیچیهای اهرمی را انجام دهد. 6- برشکاری با ماشین گیوتین را انجام دهد. 112
13 6 6- روشهای بریدن ورقهای فلزی 1-6 قیچی کاری همانطوری که در فصل دوم توضیح داده شد برشکاری با قیچی از روشهای بدون براده برداری انجام می شده. برای دست یابی به مهارت الزم وکافی در بریدن توسط قیچی الزم است تمرینهای عملی بسیاری انجام گیرد تا هنرجو بتواند این مهارت راکسب کند. قبل از شروع تمرین عملی قیچی مناسب را با توجه به موارد زیر می توان انتخاب نمود. 1 ضخامت. 1 ورق 2 جنس. 2 ورق 3 فرم. 3 برشکاری 1- ضخامت ورق: برشکاری با قیچی دستی برای ورقهای فوالدی تا ضخامت 0/75 میلیمتر و ورقهای غیر آهنی تا ضخامت 1/5 میلیمتر در برش مستقیم ودر برشهای منحنی شکل تاضخامت 0/6 میلیمتر برای ورقهای آهنی وبرای ورقهای غیر آهنی تا ضخامت 1/25 میلی متر گرفته میشود. 2- جنس ورق: عامل تعیین کننده دیگر در انتخاب نوع قیچی جنس ورق مورد برشکاری است. بدین منظور ورقها را به دو گروه آهنی وغیر آهنی تقسیم می کنند. 113

14 در جدول )1-6( با توجه به جنس وضخامت ورقها توان برش آنها آورده شده است. جدول 1-6 ضخامت ورق جنس ورق ردیف تا 1 میلیمتر 1 فوالد S تا 0/8 میلیمتر 2 فوالد S235JR 2 تا 0/7 میلیمتر 3 فوالد S275JR 3 تا 0/5 میلیمتر 4 فوالد E295 4 تا 2/5 میلیمتر آلومینیوم 5 تا 1 میلیمتر آلیاژهای آلومینیوم 6 تا 5 میلیمتر سرب 7 تا 1/2 میلیمتر مس 8 تا 0/8 میلیمتر برنج 9 تا 1/5 میلیمتر روی فرم برشکاری در ورق: با توجه به شکل فرم برش در قطعه میتوان نوع قیچی دستی را انتخاب نمود قیچیها با توجه به شکل برشکاری به دو نوع تقسیم می شوند: الف برش مستقیم که خود به دو نوع: چپ بر راست بر تقسیم میشود. ب برش منحنی که این نیز به دو نوع تقسیم میشود: 1( منحنی بر داخلی 2( منحنی بر خارجی )شکلهای 1-6 تا 4-6( نمونهای از قیچی تیغه صاف شکل 1-6 برشکاری خطهای مستقیم با قیچی تیغه صاف شکل 2-6 نمونهای از قیچی داخل ب ر و شیوهی کار با آن E295=St50-4 S275JR=St44-3 S235JR=St37-2 S185=St



15 با منحنی خطهای برشکاری 3-6 شکل صاف تیغه قیچی الف اهرم طول افزایش با میباشد. آن اهرم طول قیچی نوع انتخاب برای دیگر مهم عامل قیچیهای یابد. می کاهش برشکاری برای نیاز مورد نیروی آموختید قبال که همانطور سازند. می میلیمتر اهرمهای طول با معموال را دستی دستی قیچی تیغه دو بین لقی مقدار خوب برش یک برای دیگر کننده تعیین عامل. میگردد خم نمیشود.بلکه بریده ورق باشد زیاد تیغهها بین لقی چنانچه میباشد. الزم برشکاری برای بیشتری نیروی باشد کم تیغهها بین لقی که صورتی در برعکس قرو لبههای در میتواند عیب این میگردد. تیغهها کندی موجب عمل این و دارد شود. تیغه شود شکسته وباعث ببرد تیغهها لبه است ممکن نیز گاهی کند. ایجاد پلیسه است. شده آورده دستی قیچیهای برای مناسب لقی مقدار )2-6( جدول در 4-6 شکل ب ر چپ قیچی ب: راستب ر قیچی الف: ب 2-6 جدول ردیف میلیمتر به ورق ضخامت میلیمتر به تیغهها بین لقی تا از تا از 0/05 0/015 0/75 0/25 1 0/1 0/ دستی قیچی با بریدن اصول واضح صورت به را برش خط بایست می ابتدا وصحیح خوب برشکاری یک برای در برش خط که میکنیم باز حالتی به را قیچی دهانه وسپس کشید ورق روی بر از بیشتر ورق چنانچه داشت توجه باید گیرد. قرار آن نوک به نسبت تیغه طول 2 3 رانده جلو سمت به را ورق قیچی میشود باعث شود قیچی دهانه وارد شده ذکر مقدار 115
16 وبرشکاری صورت نگیرد. ودر صورتی که ورق در فاصله کمتر از حد گفته شده قرار گیرد باعث باالرفتن تعداد دفعات برش شده وزمان برش را افزایش می دهد. نگاه کردن عمودی به خط برش در هنگام برشکاری نیز باعث افزایش دقت برشکاری شده واز انحراف قیچی جلوگیری می نماید. در صورتیکه طول برشکاری زیاد باشد. الزم از چند حرکت قیچی ورق را کمی به سمت باال خم نمود تا حرکت قیچی راحتتر صورت گیرد مطابق شکلهای )5-6 الف و 5-6 ب(. الف روش هدایت قیچی دستی هنگام بریدن ورق ب وضعیت ورق هنگام بریدن با قیچی دستی شکل 5-6 اگر بخواهیم قوسهای دایره ای یا منحنی شکل را برش دهیم می بایست جهت برش را با توجه به نوع قیچی انتخاب نمود. در صورتیکه قیچی انتخابی چپ بر باشد قیچی را در جهت عقربههای ساعت حرکت می دهیم تا خط برش را بخوبی بتوان دید. در این صورت خط برش در سمت راست تیغه قیچی دیده میشود. ودر صورتیکه از قیچی راست بر بخواهیم استفاده نمائیم می بایست قیچی را در جهت مخالف عقربه ساعت حرکت دهیم در این حالت خط برش در سمت چپ تیغههای قیچی مشاهده میشود. )شکل 6-6( قیچیهای دستی با اهرم ثابت در هنگامی به کار گرفته میشود که نیاز به نیروی بیشتری باشد این قیچیها را میتوان در سوراخ سندان قرار داده ویا بر روی گیره بست وبرای برشکاری بکار برد. )شکل 7-6( شکل 6-6 شکل
17 نکات ایمنی و حفاظتی برشکاری: - هرگز نباید برای افزایش نیروی برش به دسته قیچی اهرمی ضربه زد و طول اهرم آن را به وسیله لوله اضافه کرد و یا از نیروی وزن بدن جهت برشکاری استفاده نمود. - از بریدن ورقهای فوالدی آلیاژی با قیچی ها خوداری کنید. زیرا باعث صدمه زدن به تیغه می شود. - دور ریز قطعات قیچی شده را در محل مناسبی جمع آوری کنید و از پراکنده شدن آنها در عمل کار جلوگیری نمایید. - برای برش کاری قیچی مناسبی با توجه به ضخامت انتخاب نمایید تا به راحتی بتوانید عمل برشکاری را انجام دهید. - هرگز انگشتان خود را در هنگام برشکاری با قیچی گیوتین نزدیک تیغه ها نکنید. هیچ گاه حفاظ قیچی های ماشینی را از آنها دور نکنید. - قبل از شروع به کار با قیچی های نیبلر از محکم بودن تیغه های آنها اطمینان حاصل کنید. 117
18 2-1-6 تمرینهای عملی با قیچی دستی تمرین اول: با توجه به آموخته های خود نقشه شماره 1 را اجرا میکنیم. )شکل 8-6( نوع تمرین بریدن ورقهای نازک با قیچی دستی مستقیم بر زمان آموزش )ساعت( نظری عملی جنس وابعاد مواد اولیه ورق آهن سیاه روغنی 100 0/ /5 0/5 شکل 8-6 فعالیت در کارگاه: هنرجویان عزیز با توجه به نقشه به سواالت زیر پاسخ دهید. - 1 برای اجرای کار چه ابزارهای نیاز دارید. از بین ابزارهای پیشنهادی فکر میکنید کدام ابزارها برای این تمرین مناسب میباشد. 118
19 2- برای دور ریز کمتر اگر تعداد هنرجویان 15 نفر باشد و ابعاد ورق موجود در کارگاه باشد چینش قطعات چگونه باشد. 3- جواب خود را با هم گروهیهای خود ودیگر همکال سیها مقایسه وبهترین جواب را به هنر آموز خود نشان دهید. 4- به نظر شما مراحل انجام کار چگونه باید باشد. 5- فکر میکنید زمان پیشنهادی برای این اجرای این کار کافی است در صوتیکه جواب منفیباشد. زمان پیشنهادی شما چه مدت است. ابزارهای پیشنهادی 1- گونیای 90 درجه 2- خطکش فلزی 30 سانتیمتری 3- خطکش فلزی 50 سانتیمتری 4- نقاله فلزی 5- سوزن خطکش 6- سنبه نشان 7- چکش فلزی 250 گرمی 8- چکش چوبی 9- سوهان سه گوش 200 میلیمتری 10- سوهان تخت 200 میلیمتری 11- سوهان کیفی 12- سندان تخت 13- صفحه صحافی 14- چکش پالستیکی مراحل انجام کار 1- ابعاد ورق را به وسیله خطکش فلزی کنترل نمایید. )شکل 9-6( شکل
شکل 12-6 ( 5- با استفاده از قیچی مستقیم از روی خطوط شروع به برشکاری نمائید توجه کنید که تیغه قیچی از خط برش خارج نگردد. همچنین در انتهای کاراز خط انتهائی عبور نکند.")
20 2- با استفاده از گونیا از گونیایی بودن ورق اطمینان حاصل کنید. )شکل 10-6( 3- قطعه کار را مطابق شکل )11-6( خطکشی نمایید. شکل 10-6 شکل پسازاتمامخطکشیآنرایکبارکنترلنمودتااندازههادرستباشد.)شکل 12-6 ( 5- با استفاده از قیچی مستقیم از روی خطوط شروع به برشکاری نمائید توجه کنید که تیغه قیچی از خط برش خارج نگردد. همچنین در انتهای کاراز خط انتهائی عبور نکند. )شکل 13-6( شکل 13-6 شکل
21 6- پس از اتمام برشکاری قطعه را توسط چکش چوبی یا پالستیکی صاف نموده وبه هنرآموز خود ارائه نمائید. )شکل 14-6( شکل
22 نوع تمرین نقشه کار شماره 2 برشکاری ورقهای نازک با قیچی دستی مستقیم بر زمان آموزش)ساعت( نظری عملی جنس وابعاد مواد اولیه ورق آهن سیاه روغنی 125 0/ /5 0/5 شکل
23 فعالیت در کارگاه: هنرجویان عزیز با توجه به نقشه به سؤاالت زیر پاسخ دهید. - 1 برای اجرای کار چه ابزارهای نیاز دارید. 2- برای دور ریز کمتر اگر تعداد هنرجویان 15 نفر باشد و ابعاد ورق موجود در کارگاه باشد چینش قطعات چگونه باشد. 3- جواب خود را با هم گروهیهای خود ودیگر همکال سیها مقایسه وبهترین جواب را به هنرآموز خود نشان دهید. 4- به نظر شما مراحل انجام کار چگونه باید باشد. 5- فکر میکنید زمان پیشنهادی برای اجرای این کار کافی است در صورتیکه جواب منفی میباشد. زمان پیشنهادی شما چه مدت میباشد. 6- ابزارهای انتخابی خود را با هنرآموز خود در میان بگذارید. 7- به گروههای سه نفره تقسیم ویک سر گروه برای خود انتخاب نمائید. 8- مراحل انجام تمرین را در گروه خود مورد بررسی قرار دهید. 9- جواب خود را با گروههای دیگر مقایسه نمائید. 10- مراحل کار پیش نهادی را با هنرآموز خود مطرح نمائید. 11- با دقت تمام شروع به انجام مراحل کار نمائید. 12- پس از اتمام کار مشکالت پیش آمده را در گروه خود وگروههای دیگر مطرح نمائید. 13- چه پیشنهادی برای بر طرف کردن آنها در تمرین بعدی دارید. 123
24 نوع تمرین نقشه کار 3 )شکل 16-6( برشکاری ورقهای نازک با قیچی دستی گ ردب ر به صورت مارپیچ )اسپیرال( نظری زمان آموزش عملی جنس وابعاد مواد اولیه ورق آهن سیاه روغنی 120 0/ /5 0/5 شکل 16-6 فعالیت در کارگاه: هنرجویان عزیز با توجه به نقشه به سواالت زیر پاسخ دهید. - 1 برای اجرای کار چه ابزارهای نیاز دارید. 2- برای دور ریز کمتر اگر تعداد هنرجویان 15 نفر باشد و ابعاد ورق موجود در کارگاه باشد چینش قطعات چگونه باشد. 3- جواب خود را با هم گروهی های خود ودیگر همکال سیها مقایسه وبهترین جواب را به هنر آموز خود نشان دهید. 4- به نظر شما مراحل انجام کار چگونه باید باشد. 124
25 5- فکر میکنید زمان پیشنهادی برای اجرای این کار کافی است در صورتیکه جواب منفی میباشد. زمان پیشنهادی شما چه مدت میباشد. 6 -ابزارهای ا نتخابی خود را با هنرآموز خود در میان بگذارید. 7 -به گروههای سه نفره تقسیم ویک سر گروه برای خود انتخاب نمائید. 8 -مراحل انجام تمرین را در گروه خود مورد بررسی قرار دهید. 9 -جواب خود را با گروهای دیگر مقایسه نمائید. 10 -مراحل کار پیش نهادی را با هنرآموز خود مطرح نمائید. 11 -با دقت تمام شروع به انجام مراحل کار نمائید. 12- پس از اتمام کار مشکالت پیش آمده را در گروه خود وگروههای دیگر مطرح نمائید. 13- چه پیشنهادی برای بر طرف کردن آنها در تمرین بعدی دارید. سؤال: اگر هنرجوی چپ دست در کالس خود دارید فکر میکنید کدام نوع قیچی فرم بر برای ایشان مناسب تر باشد قیچی چپ بر یا راست بر - پاسخ خود را با همکالسی وهنرآموز خود در میان بگذارید. 125
شکلهای 17-6 تا 6-23( زیرانواع قلمهای مختلف وکاربرد آنها را مشاهده میکنید.")
شیارب ر( ب( کاربرد قلم د مباریک و روش کار آن شکل 21-6 الف( قلم شیار منحنی ب ر ب( کاربرد و شیوهی")
26 2-6 کارهای عملی قلمکاری همانطور که در فصل دو مطالعه نمودید از قلم می توان برای برش استفاده کرد. انواع قلم: در )شکلهای 17-6 تا 6-23( زیرانواع قلمهای مختلف وکاربرد آنها را مشاهده میکنید. شکل 17-6 قلم تخت شکل 18-6 قلم تخت با لبهی گ رد شکل 19-6 قلم ناخنی شکل 20-6 الف( قلم د مباریک )شیارب ر( ب( کاربرد قلم د مباریک و روش کار آن شکل 21-6 الف( قلم شیار منحنی ب ر ب( کاربرد و شیوهی کار آن 126
27 شکل 22-6 الف( قلم میانب ر ب( کاربرد و شیوهی کار آن شکل 23-6 الف( قلم پلیسهگیر ب( کاربرد و شیوهی کار آن نکات اجرائی قلمکاری: در قلمکاری به سه نکته اساسی زیر می بایست توجه نمود. 1- عملیات قبل از برشکاری 2- عملیات برشکاری 3- عملیات اجرایی پس از برشکاری 1- عملیات اجرائی قبل از برشکاری: قبل از عملیات قلمکاری الزم است به نکات زیر توجه نمود. جنس قطعه: با توجه به نوع جنس قطعه کار نوع قلم انتخاب میگردد. این موضوع در فصل دو مورد بررسی گرددید شکل ظاهری قلم: الزم است قبل از شروع به قلمکاری الزم است زاویه قلم نوع قلم تیز بودن نوک قلم پلیسه نداشتن انتهای قلم را کنترل نمود. انتخاب ابزار مناسب: انتخاب ابزارهای مناسب مانند چکش از لحاظ وزن وشکل گیره یا نگهدارنده. انتخاب و آماده کردن قطعات کمکی: قطعاتی نظیر زیرسری پشتبند شابلنهای مخصوص. 127
28 زا پس بتوان تا داد انجام طوری را خطکشی است الزم قلمکاری برای خطکشی: رساند. اتمام به سوهانکاری نظیر عملیاتی با را قطعه از مقداری قلمکاری از گردید عنوان دوم فصل در که همانطوری قلم: با اجرائی عملیات 2- اجرائی نکات به ادامه در که میشود استفاده مختلف عملیات انجام جهت قلمکاری میپردازیم: آنها قلم مانند های قلم از میتوان قلم توسط بریدن برای قلم: از استفاده با بریدن ابتدا منظور این برای نمود. استفاده دیگر های وقلم گردبر قلم ناخنی قلم تخت بصورت را قلم کار این برای نموده تنظیم برش خط برروی را قلم نوک باید می راستا یک در برش وخط قلم نوک که طوری به داده قرار برش خط روی مایل ضربه به شروع وسپس برگردانده عمودی صورت به آرام را قلم وسپس گیرند قرار صورت مرحله چند طی عملیات است الزم کردن قطع برای میکنند. چکش با زدن ضربات ادامه با شد خواهد قطعه در فرم تغییر موجب سنگین ضربات کردن وارد پذیرد 24-6( )شکل شد. خواهد مطلوب برش باعث مناسب زدن قلم به شروع الیی قطعهی خط روی بر قلم تنظیم شیوه الف( قلم با بریدن روش ب( بریده قطعه کردن خارج روش پ( ورق درون شده 24-6 شکل ازسطح: برداری براده با میتوان کاررا این میباشد. قطعات سطح از برداری براده در قلم دیگر کاربرد میکنید. مشاهده )25-6( شکل در که داد. انجام وناخنی تخت های قلم از استفاده 128




شکل 26-6( شکل 26-6 الف( قلمکاری نادرست ب( قلمکاری درست جدا کردن")
29 برای جلوگیری از شکست در انتهای عمل الزم است براده بردای از جهت مخالف صورت پذیرد. نادرست درست الف( برادهبرداری از سطح ب( روش درست و نادرست برادهبرداری از انتهای کار شکل 25-6 برای اجرای درست براده برداری از سطح الزم است به نکات زیر توجه نمود قلم را در دست چپ و انتهای چکش را با دست راست بگیرید. و به قلم ضربه وارد نمایید. نکته مهم دیگر جهت نگاه کردن به قلم میباشد. که باید در سمت راست قطعه مورد براده برداری قرار گرفته وبه سطح مورد براده برداری نگاه کرد. )شکل 26-6( شکل 26-6 الف( قلمکاری نادرست ب( قلمکاری درست جدا کردن اتصاالت پیچ وپرچ شده با قلم: با استفاده از قلم وضربه های چکش میتوان اتصاالت پرچکاری شده را که کله پرچ بیرون از سطح کار میباشد. )مانند پرچ سر تخت سر عدسی نیمکروی و...(جدا 129
27-6( شکل 27-6 استفاده از قلم برای جدا کردن اتصاالت پرچکاری شده 3-2-6 جا در آوردن داخل قطعات با استفاده از قلم: برای در آوردن شکلهای هندسی مانند مربع مستطیل دایره وغیره میتوان پیرامون شکل مورد نظر")

30 کرد. این عمل توسط قلم لب پران انجام میگیرد. ابتدا قلم را روی سطح کار تکیه داده نوک آن را با کله پرچ تماس می دهیم سپس با ضربه های پی در پی چکش سر پرچ را جدا میکنیم. )27-6( شکل 27-6 استفاده از قلم برای جدا کردن اتصاالت پرچکاری شده جا در آوردن داخل قطعات با استفاده از قلم: برای در آوردن شکلهای هندسی مانند مربع مستطیل دایره وغیره میتوان پیرامون شکل مورد نظر سوراخهایی ایجاد کرد و سپس با قلم آنها را به هم متصل نمود. البته در شکلهایی که دارای ضلعهای قرینه هستند برای آسان شدن کار میتوان فقط روی دوضلع از شکل سوراخ ایجاد کنیم ودو ضلع دیگر را با قلم به هم متصل سازیم. همچنین پلهای باقیمانده بین سوراخها نیز به وسیله قلم جدا شود. )شکل 28-6( شکل 28-6 الف ب دالیلوعیبهایایجادشدههنگامعملیاتقلمکاریوچگونگی رفع این عیبها: هنگام اجرای قلمکاری ممکن است در قطعه کار عیبهایی ایجاد شود که با وجود این عیبها دیگر نمیتوانیم از قطعه استفاده کنیم در جدول )3-6( مهمترین عیبهای عملیات قلمکاری را مشاهده میکنید. 130
31 جدول 3-6 عیبهای ایجاد شده ضمن عملیات قلمکاری علت به وجود آمدن و شیوهی از میان بردن آنها رفع عیب علت بوجود آمدن عیب نوع عیب ردیف نوک قلم به صورت مایل ابتدا روی خط تنظیم نشدن قلم به طور دقیق تر محل برش قطعه بزرگتر یا کوچکتر از اندازه بریده 1 تنظیم شود وسپس به حالت قائم در محل مربوطه قرارداده شود. شده است. دقت شود زاویه برش قلم و زاویه آزاد آن در زاویه برش قلم یکسان تنظیم نشده است. در براده برداری سطحی ضخامت براده 2 طول برشکاری ثابت بماند. متفاوت است.)سطح قلمکاری شده ناصاف است( قطعه در جای خود محکم گردد. حرکت متناوب قطعه کار در ضمن ارتفاع سطح قلمکاری شده یکسان 3 قلمکاری نیست. تیز کردن لبه قلم با توجه به زاویه های مناسب کند بودن لبه قلم برای وارد شدن قلم در قطعه ضربه های 4 صورت گیرد. زیاد الزم است. زاویه راٴس قلم متناسب با جنس قطعه تیز شود. بزرگ بودن زاویه رأس قلم برجستگی سطح قطعه در محل قلمکاری 5 زیاد است. نوک قلم به طور یکنواخت تیز شود. یکنواخت نبودن سطوح نوک قلم لغزیدن قلم روی سطح کار 6 آبکاری وسخت کردن نوک قلم نرم بودن نوک قلم نوک قلم زود کند میشود. 7 نکات ایمنی در عملیات قلمکاری: هنگام قلمکاری برای جلوگیری از حوادثی که ممکن است به چشم صدمه وارد کند از عینک محافظ استفاده کنید. همچنین در موقع تیز کردن نوک قلم استفاده از عینک حفاظتی ضروری است. چکش را از نظر محکم بودن دسته کنترل کنید تا از در آمدن وپرتاب آن به اطراف جلوگیری شود. ضربه های وارده توسط چکش در امتداد محور صورت گیرد تا از هر گونه صدمه احتمالی جلوگیری شود. هر چند وقت یک بار به محل چکش خور قلم توجه کنید اگر در اثر ضربه های چکش پلیسه دار شده است آن را سنگ بزنید در غیر این صورت ممکن است لبههای آن به اطراف پرتاب شده وحادثه ایجاد نماید. 131
32 باشید. هنگام سنگ زدن قلم ازتکیه گاه سنگ استفاده کنید و مواظب دستان خود 132

33 6-2-6 تمرین عملی قلم کاری نقشه عملی شماره 1 نوع تمرین بریدن ورقهای نازک با قیچی دستی گ ردب ر و قلم نظری زمان آموزش عملی جنس وابعاد مواد اولیه ورق آهن گالوانیزه 155 0/ شکل 29-6 فعالیت در کارگاه: هنرجویان عزیز با توجه به نقشه به سواالت زیر پاسخ دهید. - 1 برای اجرای کار چه ابزارهایی نیاز دارید. از بین ابزارهای پیشنهادی فکر میکنید کدام ابزارها برای این تمرین مناسب میباشد. 2- برای دور ریز کمتر اگر تعداد هنرجویان 15 نفر باشد و ابعاد ورق موجود در کارگاه باشد چینش قطعات چگونه باشد. 133
34 3- جواب خود را با هم گروهی های خود ودیگر همکال سیها مقایسه وبهترین جواب را به هنر آموز خود نشان دهید. 4- به نظر شما مراحل انجام کار چگونه باید باشد. 5- فکر میکنید زمان پیشنهادی برای اجرای این کار کافی است در صورتیکه جواب منفی میباشد زمان پیشنهادی شما چه مدت میباشد. ابزارهای پیشنهادی 1 -گونیای 90 درجه 2- خطکش فلزی 30 سانتیمتری 3- خطکش فلزی 50 سانتیمتری 4- نقاله فلزی 5- سوزن خطکش 6- سنبه نشان 7- چکش فلزی 8- چکش چوبی 9- پرگار فلزی 10- سوهان تخت 200 میلیمتری 11- سوهان نیمگرد 200 میلیمتری 12- قیچی مستقیم بر 13- قیچی گردبر 15 قلم تخت 16- قلم ناخنی مراحل انجام کار 1- ابعادورق را کنترل نموده واز گونیا بودن آن اطمینان حاصل نمائید. 2- مطابق شکل )30-6( با رسم قطرهای ورق مرکز آن رامشخص وبا سنبهنشان عالمتگذاری نمایید. 134
35 O 30-6 شکل قطعه وسط در را میلیمتری و شعاعهای با دایرههای ترتیب به 3- O مرکز به قطعه خارجی قسمت در میلیمتر شعاعهای با دایرههای وسپس 31-6( )شکل نمایید. ترسیم پرگار با کنید. ترسیم )32-6( شکل مطابق را قطعه های گوشه برش خطهای 4- بگذارید. آن زیر را فوالد از سری زیر یک یا دهید قرار سندان یک روی را قطعه ( )شکل 33-6 شکل 32-6 شکل 31-6 شکل 135
36 34-6 شکل میلیمتر 50 قطر به داخلی دایره قلمکاری به داخلی دایره برشکاری به اقدام وچکش قلم وسیله به )34-6( شکل مطابق 6- کامل بطور نیمگرد سوهان وسیله به را شده بریده قسمت سپس کنید میلیمتر 50 قطر بوده متناسب بایست می وارده ت ضربا تعداد قلم با برشکاری برای کنید. سوهانکاری نگردد. شکل تغییر دچار قطعه تا نمائید خوداری سنگین ضربات کردن وارد واز صورت به تقریبا ورق پایان در که طوری به ببرید گوشه از را خارجی قسمتهای ( )شکل آید. در دایره گ ردب ر قیچی با خارجی قوسهای بریدن الف( قطعه اطراف برشکاری 35-6 شکل گ ردب ر قیچی با داخلی قوسهای بریدن آغاز ب( گ ردب ر قیچی با داخلی قوسهای بریدن ادامه پ( 36-6 شکل بریدن به وسپس کنید آغاز شماره ترتیب به داخلی دایره دایرههارااز برشکاری 8- میکنید. مشاهده را برشکاری ترتیب )36-6( شکل در بپردازید خارجی قوسهای ی تیغهها زیر صورتی به برش خطهای بکوشید باید قیچی با برشکاری هنگام 9- باشند( هم بر )عمود بسازد درجه 90 زاویه یک هم به نسبت که گیرند قرار قیچی ارزشیابی برای و نموده صافکاری گیری پیلیسه از پس را شده بریده ورقهای 10 نمایید. ارائه خود هنرآموز به 136

37 نقشه کار شماره 2 نوع تمرین بریدن به وسیله قلم نظری زمان آموزش عملی جنس وابعاد مواد اولیه ورق آهن سیاه 1/5 یا 60 1/ شکل

38 شکل
39 فعالیت در کارگاه: هنرجویان عزیز با توجه به نقشه به سواالت زیر پاسخ دهید. - 1 برای اجرای کار چه ابزارهایی نیاز دارید از بین ابزارهای پیشنهادی فکر میکنید کدام ابزارها برای این تمرین مناسب میباشد 2- برای دور ریز کمتر اگر تعداد هنرجویان 15 نفر باشد و ابعاد ورق موجود در کارگاه باشد چینش قطعات چگونه باشد 3- جواب خود را با هم گروهی های خود ودیگر هم کال سی ها مقایسه وبهترین جواب را به هنر آموز خود ارائه دهید. 4- به نظر شما مراحل انجام کار چگونه باید باشد 5- فکر میکنید زمان پیشنهادی برای اجرای این کار کافی است در صورتیکه جواب منفی میباشدزمان پیشنهادی شما چه مدت میباشد ابزارهای پیشنهادی 1 -گونیای 90 درجه 2 -خطکش فلزی 30 سانتیمتری 3- خطکش فلزی 50 سانتیمتری 4- نقاله فلزی 5- سوزن خطکش 6- سنبه نشان 7- چکش فلزی 8- چکش چوبی 9- پرگار فلزی 10- سوهان تخت 200 میلیمتری 11- سوهان نیمگرد 150 میلیمتری 12- قیچی مستقیم بر 13- قیچی گردبر 15 قلم تخت 139
40 16- قلم ناخنی 17- قلم نیمگرد 18- قیچی اهرمی 19 عینک محافظ 20 قیچی نیبلر دستی مراحل انجام کار 1- ابعاد مواد اولیه را با خطکش فلزی کنترل کنید. )شکل 39-6( شکل با استفاده از گونیا ی لبه دار 90 درجه قطعه را کنترل وبررسی کنید. )شکل 40-6( شکل
41 3- قطعه را مطابق شکل )41-6( خطکشی کنید. شکل خطهای برش را با سنبه نشان عالمتگذاری کنید. )شکل 42-6( شکل خطهای سنبه نشان زده قسمتهای A وB را به وسیله قلم ببرید. )شکل 43-6( شکل 43-6 برشکاری با قلم 6- خطهای برشکاری شده قسمتهای A وB را با دقت سوهانکاری کنید. 141
42 7- خطهای صاف رابا سوهان تخت وخطهای منحنی را با سوهان نیمگرد سوهانکاری کنید. )شکل 44-6( شکل 44-6 سوهانکاری خطهای برشکاری شده 8- قسمتهای اضافی را با قیچی اهرمی ببرید. )شکل 45-6( شکل 45-6 برشکاری قسمتهای زاید با قیچی اهرمی 9- زاویههای ایجاد شده را با سوهان تخت یا حرکت نوسانی سوهانکاری کنید. )شکل 46-6( شکل 46-6 سوهانکاری قوسها 142
43 10- برای خمکاری قطعه کار از یک گیره ودو نبشی استفاده کنید. )شکل 47-6( قطعه را بین دو نبشی )لب گیره( به گونهای قرار دهید که خط خم مماس با خط لب گیره باشد. گیره را محکم کنید و برای محکم کردن لبه نبشیهای کمکی شکل )48-6( از یک گیره دستی استفاده کنید.با ضربههای چکش چوبی یک طرف قطعه را خمکاری کنید. سپس برای ایجاد یک زاویه کامل ونیز برای بر طرف کردن انحنای احتمالی که روی سطح کار به وجود آمده است. شکل 47-6 استفاده از گیره دستی شکل 48-6 استفاده از فلز کمکی به منظور همکاری کامل زاویه قطعه با گذاشتن یک قطعه فلز کمکی روی خم وزدن ضربه هایی با چکش فلزی خمکاری را کامل کنید همین عملیات را برای طرف دیگر قطعه انجام دهید تا قطعه شکل کامل خود را پیدا کند. 11- با گونیا زاویههای خم شده را کنترل کنید چنانچه پیچیدگی در قطعه کار وجود دارد آن را برطرف کنید وپس از پرداخت وکنترل نهایی برای ارزشیابی تحویل دهید. 12- در حین مراحل اجرا آیا با مشکل برخورد داشتید. 13- برای رفع این مشکل چه پیشنهادی دارید. 143
غش گیر کتاب( نظری")

44 نوع تمرین نقشه کار شماره 3 )شکل 49-6( بریدن به وسیله قلم )غش گیر کتاب( نظری زمان آموزش عملی جنس وابعاد مواد اولیه ورق آهن سیاه شکل
45 145 شکل 50-6
46 فعالیت در کارگاه: هنرجویان عزیز با توجه به نقشه به سواالت زیر پاسخ دهید. - 1 برای اجرای کار چه ابزارهایی نیاز دارید 2- برای دور ریز کمتر اگر تعداد هنرجویان 15 نفر باشد و ابعاد ورق موجود در کارگاه باشد چینش قطعات چگونه باشد 3- جواب خود را با هم گروهی های خود ودیگر همکال سیها مقایسه وبهترین جواب را به هنر آموز خود نشان دهید. 4- به نظر شما مراحل انجام کار چگونه باید باشد 5- فکر میکنید زمان پیشنهادی برای این اجرای این کار کافی است در صوتیکه جواب منفی میباشد. زمان پیشنهادی شما چه مدت میباشد 6- ابزارهای انتخابی خود را با هنرآموز خود در میان بگذارید. 7- به گروههای سه نفره تقسیم ویک سر گروه برای خود انتخاب نمائید. 8- مراحل انجام تمرین را در گروه خود مورد بررسی قرار دهید. 9- جواب خود را با گروهای دیگر مقایسه نمائید. 10- مراحل کار پیشنهادی را با هنرآموز خود مطرح نمائید. 11- با دقت تمام شروع به انجام مراحل کار نمائید. 12- پس از اتمام کار مشکالت پیش آمده را در گروه خود وگروههای دیگر مطرح نمائید. 13- چه پیشنهادی برای بر طرف کردن آنها در تمرین بعدی دارید 146
47 نقشه کار شماره 4 نوع تمرین جنس وابعاد مواد اولیه بریدن به وسیله قیچی و قلم )شمعدانی( 1 ورق آهن سیاه ورق آهن سیاه ورق آهن سیاه 50 1/ مفتول فوالدی به قطر 6 و طول 500 زمان آموزش عملی نظری
48 فعالیت در کارگاه: هنرجویان عزیز با توجه به نقشه به سواالت زیر پاسخ دهید. - 1 برای اجرای کار چه ابزارهایی نیاز دارید از بین ابزارهای پیشنهادی فکر میکنید کدام ابزارها برای این تمرین مناسب میباشد 2- برای دور ریز کمتر اگر تعداد هنرجویان 15 نفر باشد و ابعاد ورق موجود در کارگاه باشد چینش قطعات چگونه باشد 3- جواب خود را با هم گروهی های خود ودیگر همکال سیها مقایسه وبهترین جواب را به هنر آموز خود نشان دهید. 4- به نظر شما مراحل انجام کار چگونه باید باشد 5- فکر میکنید زمان پیشنهادی برای اجرای این کار کافی است در صورتیکه جواب منفی میباشدزمان پیشنهادی شما چه مدت میباشد ابزارهای پیشنهادی 1 -گونیای 90 درجه 2- خطکش فلزی )ستاره( 30 سانتیمتری 3- خطکش فلزی )ستاره( 50 سانتیمتری 4- نقاله متحرک 5- سوزن خطکش 6- سنبه نشان 7- چکش فلزی 8- چکش چوبی 9- پرگار فلزی 10- سوهان تخت 200 میلیمتری 11- سوهان نیمگرد 150 میلیمتری 12- قیچی مستقیم بر 13- قیچی گردبر 15 قلم تخت 148
49 16- قلم ناخنی 17- قلم نیمگرد 18- قیچی اهرمی 19 عینک حفاظتی 20 قیچی نیبلر دستی 21- چکش کروی )قلوهای( مراحل انجام کار: 1- طول گسترده مفتول مورد نیاز برای ساخت فرم شمعدانی را محاسبه کنید. شکل )52-6( شکل با استفاده از قیچی اونیورسال مفتول مورد محاسبه را به اندازه قطع نمائید. 3- دو طرف مفتول را مطابق شکل به گیره بسته و با استفاده از سوهان پخ زنی کنید. )شکل )53-6( شکل
50 4- با استفاده از چکش کروی )قلوه ای(وسندان نسبت به فرم دادن مفتول اقدام نمائید. برای این منظور با اعمال ضربات متوالی ویکنواخت وطی چند مرحله نسبت به گرد کردن مفتول اقدام کنید. )شکل 54-6( شکل برای کنترل ابعادی میتوان دایرههای با قطر 100 روی میز کار کشیده ودر طول انجام کار به تناوب نسبت به کنترل آن اقدام نمود. 6- برای شکل دهی به قسمت انتهائی شمعدان میتوان از یک لوله ویا میله گرد استفاده نموده وقوس مورد نظر را ایجاد نمود. )شکل 55-6( 7- فرم شمعدانی را با استفاده از چکش وسندان صافکاری نموده وتکمیل نمائید. 8- برای درست کردن برگ های شمعدانی میتوان دو عدد برگ درخت چنار با ابعاد مختلف را انتخاب وبه عنوان شابلن استفاده نموده وبر روی ورق فلزی رسم نموده وسپس با استفاده از قیچی دستی نسبت به برش آنها اقدام نمود. )شکل 56-6( شکل 56-6 شکل
51 9- برای ایجاد رگه های برگ روی ورق از قلم تخت استفاده کنید ومطابق شکل )57-6( این رگه ها را روی ورق ایجاد نمائید. شکل برای درست کردن جای شمع میتوان به وسیله کاس کاری آن را تهیه نمود مراحل انجام کار به قرار زیر میباشد. محدب ومقعر کردن )کاس کردن( با دست عبارتست از کاس کردن گرده ای از ورق فلزی بطریقی که ضربات چکش بطور منظم از لبه گرده ورق شروع شده وبه مرکز آن ختم گردد. واین عمل تا آنجا ادامه یابد که قطعه تا حد مورد نظر کاس شود. برای انجام این عمل از چکش سر کروی )قلوه ای( ویا چکش صافکاری سرگرد وسندان چدنی چکش خوار یا چوبی که فرم مورد نظر در آن تعبیه شده باشداستفاده میشود. شکل )شکل 58-6( مراحل انجام کاس کاری را نشان میدهند. شکل
52 11- پس از تکمیل قطعات آنها را با استفاده از فرآیند اکسی گاز و روش لحیم کاری به یکدیگر مونتاژ کنید وسپس با انجام مراحل تکمیلی آن را برای ارزشیابی ارائه نمایید. 152
53 فصل هفتم روشهای خمکاری ورقهای فلزی 153
54 هدفهای رفتاری در پایان این فصل از فراگیر انتظار میرود: 1- اصول خمکاری ورقهای فلزی راشرح دهد. 2- روشهای خمکاری ورقهای فلزی را توضیح دهد. 3- خمکاری ورقهای فلزی را با روشهای مختلف انجام دهد. 154
55 7 7- تمرینهای خمکاری روشهای خمکاری ورقهای فلزی خمکاری ورقهای فلزی خمکاری ورقهای فلزی را با ابزارهای دستی مانند گیره چکش و... یا به وسیله ماشین انجام میدهند. )شکل 1-7( الف( خمکاری با استفاده از گیره و ابزار دستی ب( خمکاری با استفاده از دستگاه خمکن شکل 1-7 روشهای خمکاری قبل ازخمکاری عواملی ازقبیلشعاع خمش زاویهوجهتخمکاری را بایدتعیینکرد. شعاع خم با توجه به مقدار قوس مورد نظر در محل خمکاری انتخاب می شود. یعنی شعاع خمش مهمترین مساله در خمکاری است. اگر میزان خمکاری از حداقل شعاع خمش از حداقل مجاز کمتر باشد فلز در محل خم ترک خورده ومی شکند. خمکاری را در محور میدهند تا ایجاد شعاع خمش کوچک مقدور باشدواز ترک خوردن جسم جلوگیری شود. در جدولهای )1-7 و 2-7 و 3-7( حداقل شعاع خمش برای فلزات مختلف آورده شده است. 155
56 جدول 1-7 کوچکترین شعاع خمش برای فوالد با سختی متفاوت استحکام به میلیمتر ضخامت ورق به استحکام به میلیمتر ضخامت ورق به 50 تا تا 50 تا 40 میلی متر 50 تا تا 50 تا 40 میلی متر /6 1/ /5 2 1/6 1/ /5 2/ جدول 2-7 شعاع خمش برای فلزات مختلف با ضخامت 1 میلیمتر به باال ضخامت ورق به mm جنس فلز فوالد نرم se 2/5 فوالد ضد زنگ 5 7/ / / /5 25 2/5 فوالد نیم سخت 5 7/ / / / آلومینیوم حرارت دیده آلومینیوم حرارت ندیده Ay 2 1/5 3 4/5 6 7/5 9 10/ /5 15 Ay 5 2 3/5 5 6/5 8 9/ / Ay 4 حرارت دیده Ay 4 حرارت ندیده مس حرارت دیده /5 مس حرارت ندیده 5 7/ / / /5 25 روی
57 جدول 3-7 حداقل شعاع خمش به میلیمتر برای ورقهای فلزی نازک برنج مس جنس ورق آلومینیوم دور آلومین ضخامت به میلیمتر فوالد 20 0/2 0/2 0/2 0/3 0/5 1/0 0/5 0/3 0/4 0/4 0/5 1/5 0/5 0/4 0/5 0/5 0/6 1/5 0/5 0/5 0/5 0/6 0/8 1/8 0/6 0/6 0/6 0/8 1 2/4 1/0 0/8 0/8 1 1/ /2 1/5 3/6 1/2 1/0 1/2 1/5 1/8 4/5 1/5 1/5 1/5 2 2/5 6/5 2/0 1/5 2/0 2/5 3/5 9 2/5 2 2/5 3 5/ /5 3/ /5 4/ /5 5/5 4 5/5 6 15/5 22 6/5 5 6/5 1-7 خمکاری با ابزار دستی: خمکاری ورقهای نازک فلزی را میتوان با استفاده از ابزار دستی انجام داد. برای استفاده از این روش خمکاری به نکتههای زیر باید توجه کرد. الف( خط محل خم تعیین وترسیم شود. ب( قطعه با استفاده از لب گیره به گیره محکم شود پ( با نیروی دست ورق روی گیره خم شود. نیروی مصرف شده باید به قدری باشد که بتواند حالت ارتجاعی فلز را خنثی کند وتغییر شکل پایدار به آن بدهد. )شکل 2-7( 157




58 )الف( )ب( شکل 2-7 شکل 3-7 برگشت قطعه خمکاری شده خمکاری باید مقداری بیشتر از زاویه مورد نظر اجرا شود زیرا جسم حالت ارتجاعی دارد وفلز پس از خمکاری مقداری به حالت اول برمی گردد. مقدار برگشت زاویه خم به جنس کار بستگی دارد هر چه جنس کار سخت تر وضخامت قطعه وزاویه خمش کمتر باشد مقدار برگشت بیشتر خواهد بود بنابراین باید مقدار برگشت را با توجه به عوامل ذکر شده در نظر داشت. )شکل 3-7( بعد از خمکاری با وسایل دستی خط خم را با قالب تنه یا چکش غیر فلزی می کوبیم تا مقدار شعاع خم کاهش یابد. )شکل 4-7( الف( خمکاری با دست ب( کاهش شعاع خمش به وسیله چکش غیر فلزی )چوبی( شکل
5-7( نمونه ای از قالب خم را برای شعاع خمش زیاد مشاهده می کنید. قالب ها با قوسهای مختلف برای شعاعهای خمش متفاوت بکار می روند.")

الف( شکل 6-7 )ب( خمکاری ورقهای نازک به شکلهای مختلف با استفاده از قالب های مخصوص امکان پذیر می باشد.")
59 شکل 5-7 برای خمکاری با شعاع خمش زیاد بطور معمول از قالب خمکاری استفاده می شود. در شکل )5-7( نمونه ای از قالب خم را برای شعاع خمش زیاد مشاهده می کنید. قالب ها با قوسهای مختلف برای شعاعهای خمش متفاوت بکار می روند. برای شکل دادن ورق با چکش چوبی یا الستیکی به قطعه ضربه های الزم وارد می شود. برای خمکاری لبه ورق های غیر آهنی مانند آلومینیوم میتوان با فشار دادن میله گرد وحرکت دادن ولغزاندن آن روی آن خمکاری نمود. شکل ) 6-7 (وبا چکش غیر فلزی لبه خم شده را صاف کرد. )الف( شکل 6-7 )ب( خمکاری ورقهای نازک به شکلهای مختلف با استفاده از قالب های مخصوص امکان پذیر می باشد. )7-7( شکل 7-7 خمکاری با طول زیاد به وسیله ابزار دستی بطور معمول با استفاده از نبش های کمکی صورت می گیرد. با این روش یک سر نبشی کمکی به گیره موازی بسته شده سر دیگر آن با بست یا گیره مخصوص محکم می شود. ورق مورد خمکاری نیز بین 159

8-7( روش خمکاری ورقهای طویل را بااستفاده از ابزار دستی مشاهده می کنید.")


10-7( برای خمکاری با این روش ورق را روی صفحه به گونه")
60 نبشی ها ثابت می گردد. سپس با ضربه های چکش -خمکاری قطعه انجام می گردد ضربه ممکن است بطور مستقیم به قطعه وارد شود یا برای جلوگیری از اثر چکش روی قطعه با استفاده از قطعه چوبی که به عنوان واسطه بین ضربه های چکش وقطعه قرار می گیرد صورت پذیرد در شکل )8-7( روش خمکاری ورقهای طویل را بااستفاده از ابزار دستی مشاهده می کنید. )الف( )ب( شکل 8-7 )پ( برای خمکاری ورقهای باریک تحت زوایای مختلف به ویژه در کارهای سری وتولید انبوه میتوان از قالب خمکاری استفاده نمود.شکل )9-7( قالب ذکر شده متناسب با شکل قطعه تهیه می شود روی قالب تعدادی سوراخ ایجاد می شود وبا قرار دادن میله درون آنها مسیر خمکاری مشخص می گردد. خمکاری ورقهای نازک با طول زیاد از میز های صافی ویک صفحه کمکی صورت می گیرد. در این روش نیروی خمکاری توسط دست اعمال می شود شکل )10-7( برای خمکاری با این روش ورق را روی صفحه به گونه ای قرار می دهیم که خط محل خم روی لبه صفحه قرار می گیرد سپس قطعه کمکی دیگری مانند تخته یا صفحه فلزی مسطحی را روی ورق قرار می دهیم وبا کف دست آن را روی ورق محکم کرده با دست دیگر کم کم در جهت مطلوب ورق را خم می کنیم این عمل را دراصطالح )خمکاری گوشه ) می نامند. شکل 10-7 شکل
61 خمکاری ورقهای نازک را تحت زاویه 90 درجه با استفاده از ابزار دستی طی دو مرحله انجام میدهند در مرحله اول قطعه را 40 تا 50 درجه خم نموده ودر مرحله بعد زاویه را کامل می کنند خم کاری خمکاری با ماشین خمکن دستگاه خمکن از دو فک باالیی وپایینی وفک خم کننده تشکیل شده است که میتواند تحت زاویه های مختلف حرکت کند. این دستگاه به شکل های متفاوت وابعاد مختلف ساخته شده است. مکانیزم کار این دستگاهها نیز با یکدیگر فرق دارد ولی بطور کلی فک پایینی محل قرار گرفتن ورق است وفک باالئی عمل نگهداری وثابت کردن ورق را انجام می دهد. فک خم کننده که قبل از خمکاری در قسمت زیر ورق قرار دارد میتواند با نیروی اعمال شده به آن به طرف بال حرکت کرده وتحت زاویه دلخواه ورق را خم کند. )شکل 11-7( شکل 11-7 )الف( )ب( 161 با دستگاه خمکن )متناسب با طول دستگاه 0/5 تا 3 متر ) میتوان ورقهای طویل را خمکاری کرد.ضخامت مورد خمکاری نیز به قدرت ومکانیزم کار دستگاه بستگی دارد. دستگاه های خمکن دستی بطور معمول تا ضخامت 1/5 میلی متر وخمکن های برقی تا 3 میلی متر را خمکاری میکنند.
62 شکل 13-7 در خمکاری ورقهای فلزی با استفاده از دستگاه خمکن با توجه نوع خمکاری مراحل مختلفی راباید طی کرد. برای خم کردن ورقها در حالت معمولی ابتدا ورق را بین دو فک ماشین قرار می دهیم وخط محل خم را با لبه جلو فک باالی دستگاه به گونهای تنظیم میکنیم که بر روی هم منطبق باشند سپس فک باال را پایین آورده و بر روی سطح ورق قرار می دهیم دوباره خط خم را کنترل نموده تا بطور کامل برلبه جلوی قالب منطبق باشد. دوباره فک باال را کنترل میکنیم تا ورق کامال محکم ثابت شده باشد.اکنون صفحه گردان را حرکت می دهیم تا ورق را روی قالب باالیی خم کند. این عمل را آنقدر ادامه می دهیم تا قطعه تحت زاویه مورد نظر خم شود. خم اول قطعاتی که الزم است به شکل ناودانی باشند به وسیله دستگاه خمکن به سادگی صورت می گیرد اما برای خم دوم به قالب مخصوص متناسب با ارتفاع قطعه نیاز می باشد که بطور معمول از چوب یا از قالب های فلزی تهیه می شوند. ثابت کردن قالب در محل خم می بایست بطور دقیق انجام شده و بطور کامل روی ورق محکم شود تا خمکاری بطور دقیق در محل تعیین شده صورت پذیرد. )شکل 7-12( با دستگاه خمکن میتوان لبه ورق را تا زد و روی هم خم کرد برای این کار ابتدا محل خم را تعیین می کنیم وپس از خم کردن لبه ورق در حد تعیین شده ورقی هم ضخامت ورق مورد خمکاری بین محل تاشده قرار داده ومجددا محل خم شده را زیر دستگاه می گذاریم. فک باالیی دستگاه را روی آن محکم کرده وسپس برای روی هم قرار گرفتن کامل لبه ورق الزم است لبه را به گونه ای بین فکهای خمکن تحت فشار قرار داده که لبه روی ورق پرس شود. این عمل برای تازدن دوبل نیز قابل اجرا می باشد. )شکل 7-13( شکل
63 میزان شعاع خمش را میتوان با دستگاه خمکن تنظیم کرد. در حالت عادی لبه فک خمکننده باید مقابل لبه فک پایینی )میز دستگاه( دستگاه باشد. فک خم کننده میتواند به وسیله پیچهای تنظیم به طرف باال وپایین حرکت کند. هر چه این فک از فک ثابت دستگاه پایین تر باشد به همان نسبت شعاع خمش بزرگتر می شود. از این روش میتوان برای ایجاد قوس در محل خم استفاده کرد. گاهی این عمل که )گرد خمکنی نام دارد( با استفاده از قالب لب گرد نیز انجام می گیرد. در شکل )7-14( گرد خم کردن ورق با استفاده از قالب را مشاهده می کنید. شکل 14-7 استفاده از خمکنهای لقمهای در خمکن های معمولی قالب خم یک پارچه است و خمکاری در طول ورق صورت می گیرد. خمکاری قسمتی از ورق به ویژه در وسط آن با دستگاه های معمولی مقدور نیست به همین منظور خمکن های لقمه ای ساخته شده اند. قالب خم این دستگاه ها از تعدادی لقمه )تیغه( با ابعاد مختلف تهیه شده است. این ماشین برای کلیه کارهای خمکاری مناسب بوده ومیتوان برای شکل دادن ورق به ابعاد مورد نیاز وفرمهای گوناگون از آنها استفاده کرد. تیغه های خم کن به وسیله یک پیچ وضامن نگهدارنده روی دستگاه نصب می گردند ودر مواقع غیر ضروری جدا می شوند. برای خمکاری در طول کم میتوان تیغه مناسب را انتخاب کرد وروی دستگاه بست. باید دقت شود هنگام مو نتاژ تیغه های فرم دهنده لقمه بدرستی وبطور مطمئن در شیاری که به این منظور در ماشین تعبیه شده است قرار گیرند وپس از نصب هر تیغه پیچ آن محکم بسته شود. 163
64 برای طولهای زیاد میتوان چند تیغه که طول مجموع آنها معادل طول خمکاری است انتخاب نموده وآنها را روی دستگاه بست در شکل )7-15( دستگاه خمکن لقمه ای وشیوه بستن تیغه های آن را می بینید. شکل
65 4-7 نکات عملی پرچکاری روش پرچکاری چکشی پرچکاری چکشی در حالت سرد وگرم به منظورهای مختلف مانند اتصال و آببندی وغیره انجام می شود. سر میخ پرچها معموال مطابق سر اصلی آن شکل داده می شود. برای انجام پرچکاری مراحل زیر صورت میگیرد: انتخاب میخ پرچ از نظر جنس تعیین قطر وطول میخ پرچ تعیین قطر مته برای سوراخکاری قطعه ها انتخاب وآماده سازی ابزار مورد نیاز عملیات پرچکاری بررسی وکنترل کیفیت پرچ انتخاب میخ پرچ میخ پرچ متناسب با ویژگیهای قطعات مورد اتصال انتخاب میشود. عوامل مورد توجه در انتخاب میخ پرچ عبارتند از: جنس وشکل پرچ در جدولهای )4-7 تا 7-7( نمونههایی از پرچها را با ویژگیهای مربوطه مشاهده میکنید. جدول 4-7 ویژگیهای پرچهای تا قطر 10 میلیمتر 1 قطر میخ پرچ )d( 1/4 1/7 2 2/6 3 3/ D 1/8 2/5 3 3/5 4/5 5/2 6/2 7 8/8 10/5 12/ /8 K 0/6 0/8 1 1/2 1/6 1/8 2/1 2/4 3 3/6 4/2 4/8 5/4 K 2 0/5 0/7 0/9 1 1/3 1/5 1/8 2 2/5 3 3/5 4 4/5 R 1 1/4 1/6 1/2 2/4 2/8 3/4 3/8 4/6 5/7 6/6 7/5 8/5 165
66 جدول 5-7 ویژگیهای پرچهای تا قطر 10 میلیمتر 1/7 قطر میخ پرچ )d( 2 2/6 3 3/ D 2 3/4 4 5/ R 2 2/9 3/3 4/ /5 8/ /6 13/1 W 0/6 0/7 0/9 1 1/2 1/3 1/7 2 2/4 2/7 K 3 0/9 1 1/3 1/5 1/8 2 2/5 3 3/5 4 D 3 3/8 4/5 5/8 6/8 7/8 9 11/2 13/5 15/8 18 R 3 3/3 3/6 4/7 5/4 6/1 7/1 8/8 10/7 12/5 14/2 جدول 6-7 ویژگیهای پرچها از قطر 10 تا 36 میلیمتر 10 قطر میخ پرچ )d( α زاویه سر پرچ D قطر سر پرچ 14/ / /5 34/ /5 46/5 51 K ارتفاع سر پرچ / / /5 18 d قطر سوراخ پرچ
67 جدول 7-7 ویژگی پرچهای سر نیمکروی از قطر 10 تا 36 میلیمتر 10 قطر میخ پرچ )d( D K / R 9/ /5 16/5 18/5 20/ / r 1 1/6 1/ /5 2/ M 10 M 12 M 16 M 20 M 24 M 27 M 30 M 33 M 36 d 1 قطر سوراخ پرچ برای تعیین قطر میخ پرچ طول آن وهمچنین قطر مته برای سوراخکاری عالوه بر استفاده از جدولهای باال میتوان از روابطی که در فصل 5 آورده شده است استفاده نمود. انتخاب وآماده سازی ابزار پرچکاری پرچکاری به یکی از روشهای سرد ویا گرم با استفاده از ابزار دستی یا ماشینی صورت می گیرد. اجرای پرچکاری با هر یک از روشهای ذکر شده مستلزم تهیه ابزار مناسب مربوط به آن است. در پرچکاری با ابزار دستی وسایلی از قبیل سندان پرچکش قالب زیر وروی پرچ وچکش مورد نیاز است. 167
68 این ابزار باید دارای مشخصات مناسبی باشد. به طور مثال سر چکشهایی که در پرچکاری از آنها استفاده می شود. باید صاف وبی عیب باشد تا از اثر گذاشتن روی سر پرچ جلوگیری شود یا قالبهای پرچ باید از فوالدهای آلیاژی تهیه شوند.تا در اثر ضربهها وتنشهای وارده زود فرسوده نشوند. در شکل )7-16( نمونه از این ابزارها را مشاهده می کنید. شکل 7-16 عملیات پرچکاری برای انجام پرچکاری ابتدا قطعات با مته انتخاب شده سوراخ شوند. این عمل پس از نصب مته بر روی دستگاه وثابت کردن قطعه کار صورت می گیرد. در شکل )7-17( روش محکم کردن قطعات را هنگام سوراخکاری مشاهده می کنید. نیروی الزم پرچکاری توسط ضربه های چکش یا به وسیله دستگاه تامین می شود. شیوه کار در پرچکاری دستی متناسب با نوع پرچکاری تغییر می کند و شامل مراحل زیر است : مرحله اول جازدن : در این مرحله پرچ در سوراخ ایجاد شده بوسیله مته در جای خود قرار می گیرد. شکل
69 کش پرچ بوسیله شده جازده پرچ مرحله این در است: پرچ کشیدن دوم مرحله گیرد. صورت دقیق باید عمل این. برود بین از قطعات بین فاصله تا شود می کشیده مشکالتی با قطعات میان فاصله وجود علت به پرچکاری کیفیت صورت این غیر در شد. خواهد روبرو پرچ سر چکش های ضربه با پرچ وکشیدن جازدن از پس : دادن فرم سوم مرحله و )7-18 شکلهای در. گیرد می خود به را نهایی شکل فرم قالب با و شود می کوبیده بینید. می دستی ابزار با را نیمکروی وسر تخت سر پرچکاری روش 7-19( 7-18 شکل 19-7 شکل پرچکاری در ایمنی نکتههای وموجب باشند سالم قطر هر از پرچکاری ابزارهای که کنید دقت ابزار انتخاب در 1- نشوند. اتصال عیبهای برتنظیم عالوه تا کنید محکم بخوبی را اتصال مورد قطعات سوراخکاری هنگام 2- شود. جراحتهاجلوگیری وایجاد افراد به قطعه وبرخورد پرتاب از سوراخ دقیق پرتاب اطراف به تا دارید نگه محکم را قالب چکش های ضربه زدن هنگام 3- نشود 169
70 کار عملی نقشه شماره 1 نوع تمرین اجرای فرنگی پیچ ساده و گوشه زمان آموزش ورق آهن سیاه روغنی با ابعاد نظری عملی 5/5 0/ /5 ) /5 ) /5 )3 جنس و ابعاد مواد اولیه فعالیت درکارگاه 1- به گروههای سه نفره تقسیم واز میان خود یک سرگروه انتخاب نمائید. 2- با تبادل افکار وآموخته های قبلی خود ابعاد قطعات الف/ب/وپ را محاسبه نمائید. 3- در هنگام محاسبه ابعاد قطعات در صورت نیاز به اندازه عرض قالب فرنگی پیچ اندازه موجود در انبار کارگاه را در نظر بگیرید. 4- برای ساخت نقشه کار مورد نظر به چه ابزاری نیاز دارید. آنها را لیست کنید. 170
شکل 20-7( )شکل 20-7( 2- قطعات را با گونیا کنترل نمائید.")
71 مراحل اجرا کار 1- ابعاد قطعات الف ب و پ را مطابق نقشه برشکاری نمائید. )شکل 20-7( )شکل 20-7( 2- قطعات را با گونیا کنترل نمائید. )شکل 21-7( )شکل 21-7( 3- قطعه الف را مطابق شکل )7-22( با استفاده از قالب تنه وسندان خمکاری نمائید. )شکل 22-7( 171

72 4 -قطعه ب را مطابق شکل )23-7( وبا استفاده ازقالب تنه وسندان خمکاری نمائید. نمائید. شکل )23-7( 4- قطعه پ را مطابق شکل )24-7( وبا استفاده از قالب تنه وسندان خمکاری شکل )24-7( 5 -قطعه الف وب را مطابق شکل )25-7( مونتاژ نمائید وسپس با استفاده از قالب فرنگی پیچ آن را کامل نمائید. شکل
73 6 -قطعه تکمیل شده در مرحله قبل را با قطعه ج مونتاژ نمائید. مراحل انجام فرنگیپیچ گوشه در شکل )26-7( آورده شده است. مرحلهاول قرار دادن قطعات خمکاری شده در یکدیگر مرحله دوم کوبش قطعات توسط چکش چوبی جهت چفت شدن در یکدیگر مرحله سوم استفاده از قالب فرنگیپیچ جهت تکمیل آن شکل 26-7 مراحل اجرای فرنگیپیچ گوشه با استفاده از چکش چوبی و گیره 7- پس از تکمیل وکنترل نهایی آن را برای ارزشیابی به هنر آموزخود ارائه نمائید. فعالیت: در حین انجام کار با چه مشکالتی روبرو بودید جهت برطرف نمودن آن چه راهکاری را پیشنهاد می کنید آیا میتوان با دستگاه چرخ ورقکاری تمرین فوق را انجام داد 173
74 نوع تمرین نقشه کار شماره 2 اجرای تمرین پرچکاری زمان آموزش ورق آهن سیاه روغنی با ابعاد نظری عملی 7/5 0/ )1 )2 1/2 یا / )3 جنس و ابعاد مواد اولیه فعالیت با توجه نقشه کار فعالیت های زیر را انجام دهید. 1- به گروههای 3 نفره تقسیم شده ویک سرگروه از بین خود انتخاب نمائید. 2- با توجه به نقشه کار چه نوع میخ پرچی میتوان بکار برد. 3- محاسبات مربوط به پرچکاری نظیر. طول پرچ قطرپرچ میزان روی هم قرار گرفتن قطعات قطر مته مورد نیاز جهت سوراخکاری تعداد میخ پرچ و فاصله میخ پرچ ها از لبه قطعه کار را انجام دهید. 4- ابزارهای موردنیاز خود را لیست نمائید. 174

75 5- محاسبات خود را با گروههای دیگر کالس مقایسه کنید. 6- مراحل پیشنهادی شما برای اجرای کار چگونه است. 7- محاسبات ومراحل اجرای کار خود را با هنرآموزخود در میان بگذارید. مراحل اجرای کار 1 -سه قطعه مطابق با جدول نقشه کار شماره 2 آماده نمایید. شکل قطعات را با خط کش وگونیا کنترل نمائید. شکل

76 3 -با توجه به تعداد پرچ مورد نیاز قطعات را به گیره بسته ونسبت به سوراخکاری قطعات اقدام نمایید. )شکل 29-7( شکل با توجه به نقشه کار طول میخ پرچ ها را با سوهان کمان اره اندازه نمایید. 5- با استفاده از پیچ ومهره هم قطر با سوراخها وبستن آنها در جای پرچها نسبت به کنترل هم راستا بودن سوراخ اقدام نمائید.پس از مطمئن شدن از صحیح بودن آنها نسبت به مونتاژ قطعه الف وب اقدام نمائید. 6- مراحل پرچکاری را مطابق آموخته های خودانجام دهید. 1- جازدن 2 -کشیدن 3- فرم دادن )شکل 30-7( شکل
شکل 31-7( شکل 31-7 8- پس از اتمام کار وکنترل نهائی آن را جهت ارزشیابی به هنر آموزخود ارائه دهید.")
77 7- حال قطعه مونتاژ شده در مرحله 6 را به قطعه پ مانند مرحله قبل مونتاژنمائید. )شکل 31-7( شکل پس از اتمام کار وکنترل نهائی آن را جهت ارزشیابی به هنر آموزخود ارائه دهید. )شکل 32-7( شکل
78 نوع تمرین نقشه کار شماره 3 اجرای تمرین خمکاری و پرچکاری زمان آموزش جنس و ابعاد مواد اولیه ورق آهن گالوانیزه با ابعاد نظری عملی /5 178
79 179
80 فعالیت با توجه به شکل ونقشه کار 1- به گروههای 3 نفره تقسیم شوید.ویک سر گروه برای خود انتخاب نمائید. 2- با توجه به نقشه کار مراحل انجام آن را با هم گروهی های خود طراحی نمائید. 3- مراحل انجام کار را برای اجرای دستی وهمچنین با خمکن بنویسید. 4- کار خود را با گروههای دیگر مقایسه نموده وبهترین آن را انتخاب نمائید. 5- دستور کار انتخابی را به هنرآموز خود ارائه نموده وپس از تائید ایشان آن را برای اجرا آماده کنید. 6- ابزار موردنیاز خودرا لیست نمائید. 7- پس از اجرای کار مشکالت به وجود آمده در حین اجرا را با هم گروهی های خود وگروه های دیگر در میان گذاشته و دالیل بوجود آمدن آنها را مورد بررسی قرار دهید. 8- راهکار خود برای برطرف نمودن مشکالت را ارائه نمائید. 9- پس از اجرای کار آن را برای ارزشیابی به هنر آموزخود ارائه نمائید. 180

81 نقشه کار شماره 4 نوع تمرین اجرای تمرین خمکاری و ساخت قندان زمان آموزش ورق استنلس استیل یا ورق روغنی به ابعاد نظری عملی 6 0/ /5 ) /5 )2 جنس و ابعاد مواد اولیه فعالیت 1- برای خود یک هم گروهی انتخاب نمائید. 2- بر روی کاغذ وبا استفاده از پرگار یک پنج ضلعی منظم ترسیم نمائید. 3- برای ترسیم پنج ضلعی بر روی ورق های استنلس استیل چگونه باید عمل کرد. 4- ابزارهای مورد نیاز خودرا لیست کنید. 181
82 مراحل اجرای کار 1 -ورقهای استنلس استیل را به ابعاد برشکاری نموده وبا کشیدن قطر های آنها مرکز آنها را مشخص کنیدوسنبه نشان بزنید. )شکل 33-7( شکل دایره ای به قطر 70 سانتی متر رسم کنید وآن را به پنج قسمت مساوی تقسیم نمائید.برای این منظور مطابق مراحل زیر عمل می کنیم. )شکل 34-7( شکل
83 1( دهانه پرگار را اندازه شعاع دایره بازکرده وبه مرکز O دایره ای رسم می کنیم عمود منصف AO را رسم می کنیم تانقطه C بدست آید. 3( دهانه پرگار را به اندازهBC باز کرده وقوس زده تا نقطه D بدست آید. 4( اندازه پاره خط DB یک قسمت از پنج قسمت دایره خواهد بود. )شکل 35-7( شکل پنج ضلعی قطعات را ترسیم کرده وسپس با قیچی دستی دایره ها را برش میدهیم وبا سوهان پیلیسه آنها را رفع نمائید. )شکل 36-7( شکل


84 4- از خط خم شروع به خمکاری پنج ضلعی ها کنید. وهر شش قطعه را تکمیل کنید. )شکل 40-7( شکل قطعات تکمیل شده را به وسیله نقطه جوش به یکدیگر مونتاژ نمائید. )شکل 41-7( شکل پس از تکمیل بدنه درب قندان راتکمیل نمائید. وسپس دسته درب را مطابق شکل بسازید. )شکل 42-7( 184

85 7 -پس از تکمیل قطعه آن را جهت ارزشیابی با هنرآموز خود ارائه نمائید. )شکل 43-7( شکل
86 نوع تمرین نقشه کار شماره 5 اجرای تمرین خمکاری ساخت جا کاغذی زمان آموزش جنس و ابعاد مواد اولیه ورق آهن سیاه با ابعاد ) ) )3 نظری عملی
87 اولیه ورق ابعاد و جنس 2 شماره قطعه سیاه آهن ورق 187
88 اولیه ورق ابعاد و جنس 3 شماره قطعه سیاه آهن ورق 188
89 ابزارها وماشینهای مورد نیاز 1- خط کش فلزی مدرج 2- سوزن خط کش 3- سنبه نشان 4- پرگار فلزی 5- سوهان تخت 6- چکش فلزی 7- چکش چوبی 8- قیچی اهرمی 9- قیچی گردبر دستی 10- ماشین خمکن یک متری مراحل انجام کار 1- ابعاد قطعات 2 و 3 )طبقه های جا کاغذی( را با خط کش فلزی 50 سانتی متری وکلیس کنترل کنید. 2 -گسترش طبقه های جا کاغذی را مطابق شکل )44-7( روی ورقهای مربوطه رسم کنید. شکل
90 3- قسمتهای اضافی را که با خط های هاشور روی گسترش طبقه جا کاغذی مشخص شده است با قیچی اهرمی ببرید. شکل )45-7( شکل لبههای خطهای بریده شده را درصورت نیاز پلیسه گیری وصافکاری کنید. 5- لبههای طبقه ها را مطابق شکل )46-7( مرحله به مرحله خمکاری کرده روی بدنه قطعه پرس کنید. شکل
91 6- به ترتیب شماره ای که روی گسترش قطعات مشخص شده است دیوارهای هر دو قطعه را مطابق شکل )47-7( خمکاری کنید. شکل دیواره ها را پس از خمکاری به وسیله گونیای 90 درجه کنترل کنید. )شکل 48-7( یاد آوری گونیایی دیوارها هنگام مونتاژ اهمیت زیادی دارد. شکل

92 8 -گسترش پایه ها را مطابق شکل )49-7( روی ورق آهن سیاه به ضخامت 2 میلی متر طبق اندازه های دا ده شده ترسیم کنید. شکل قسمتهای اضافی را با قیچی اهرمی یا در صورت امکان با گیوتین ببرید. 10- پایهها را به وسیله ماشین خمکن تحت زاویه 90 درجه بطور دقیق خمکاری کنید. )شکل 50-7( شکل
طبقه بزرگ جا کاغذی ) به گونه ای که به طور کامل تراز و گونیا باشد محکم کنید. 13 دستگاه نقطه جوش را آماده کنید.")
93 11- پایهها را پس از خمکاری بوسیله گونیا کنترل کنید. )شکل 51-7( شکل 51-7 یاد آوری گونیای بودن پایه هنگام مونتاژ از اهمیت زیادی برخوردار است بنابراین باید در خمکاری آنها دقت نمود. 12- یکی از پایه ها را با گیره دستی یا انبر قفلی به قطعه شماره 2 )طبقه بزرگ جا کاغذی ) به گونه ای که به طور کامل تراز و گونیا باشد محکم کنید. 13 دستگاه نقطه جوش را آماده کنید. الکترودهای آن را کنترل نموده وچنانچه نیاز به سوهانکاری یا تنظیم دارند در این مورد اقدام نمائید. آمپر دستگاه نقطه جوش را تنظیم نمائید. در حالی که قطعهها را با گیرهی دستی به پایه محکم کردهاید با دقت فقط یک نقطه جوش در وسط هر پایه بزنید برای اطمینان یافتن از تراز بودن و گونیایی آنرا کنترل کنید و در صورت درست بودن چهار نقطهی جوش دیگر در اطراف نقطه جوش اولی بزنید. 14- پس از اتصال پایه ها به قطعه شماره 2 قطعه شماره 3 را به وسیله نقطه جوش به ابتدای پایه ها متصل کنید. بطوری که به طور کامل با قطعه شماره 2 موازی باشد.برای 193
94 داشتن دقت عمل در موقع اتصال قطعه شماره 3 که هم موازی با قطعه شماره 2 باشد وهم در راستای پلیه ها قرار گیرد میتوان از یک شابلن استفاده نمود. 15- در صورت نیاز محل های نقطه جوش شده را صافکاری کنید. 16- چنانچه پلیسه یا ناهمواری روی لبه ها یا سطح کار وجود دارد آن را برطرف نمائید. 17- قطعه کار را بازرسی وکنترل نهائی نموده وبرای ارزشیابی تحویل نمائید. 194
95 نقشه کارشماره 6 نوع تمرین اجرای تمرین خمکاری فرنگی پیچ زمان آموزش جنس و ابعاد مواد اولیه ورق آهن سیاه با ابعاد نظری عملی
96 196
97 فعالیت 1- به گروههای سه نفره تقسیم ویک سر گروه برای خود انتخاب نمائید. 2- با توجه به نقشه کار ابعاد قطعات 2-1 و 3 را بدست آورید. 3- کار خود رابا گروههای دیگر مقایسه نموده وجواب را جهت اجرا با هنرآموز خود هماهنگ نمائید. 4- ابزارهای مورد نیاز خود را لیست نمائید. 5- دستگاه های مورد نیاز جهت ساخت این نقشه کار را لیست کنید. 6- در صورتیکه در کارگاه هنرستان خود خمکن لقمه ای ندارید برای خمکاری کار چه پیشنهادی را دارید. 7- مراحل انجام کار پیشنهادی خودرا ارائه نمائید. مراحل انجام کار 1- ابتدا ابعاد قطعه را کنترل کنید. 2 -گسترش بدنه جعبه را برروی ورق مورد نظر مطابق نقشهی کار رسم کنید. 3- قسمتهای اضافی را که در شکل )52-7( با خطهای هاشور مشخص شدهاند به وسیله قیچی اهرمی رومیزی یا قیچی دستی ببرید. شکل
98 کنید. 4 -خمکاری لبهها: الف( ابتدالبه شماره 1 راجهت فرنگی پیچ پشت جعبه مطابق )شکل 53-7( خمکاری شکل 53-7 ب( خطهای لبهها را پشت قطعه کار منتقل کرده از لبه شماره 2 تا 6 را با استفاده از ماشین خمکن لبه برگردان کنید. 5- خمکاری سطوح جانبی جعبه: سطح جانبی الف و ب را که در شکل )54-7( مشخص شده اند 90 درجه خم کنید. شکل 54-7 )الف( )ب( سطح ب را با استفاده از ماشین های خمکن لقمه ای یا با استفاده از یک قالب دست ساز که ارتفاع آن کمی از ارتفاع جعبه بیشتر است خمکاری کنید.توجه داشته باشید شکل 55-7 که لبه های 7 و 8 همزمان با قسمتهای الف وب خم می شوند. )شکل 55-7( 198
99 اولیه ورق ابعاد و جنس 2 شماره قطعه سیاه آهن ورق 199
100 مراحل انجام کار برای قطعه شماره 2 1- گسترش قطعه شماره 2 را بر روی روق آهن سیاه به ضخامت یک میلیمتر طبق اندازههای داده شده رسم کنید. )شکل 56-7( شکل قسمتهای اضافی قطعه را که با خطهای هاشور در شکل )57-7( مشخص شده است با قیچی دستی یا اهرمی رومیزی با قیچی گیوتین مناسب ببرید. شکل
101 3- خطهای بریده شده و همچنین گوشهها را در صورت نیاز صافکاری و پلیسهگیری کنید. )شکل 58-7( شکل لبه شماره یک را که در شکل )59-7( نشان داده شده است تا بزنید. لبههای شماره 3 2 و 4 را در همان جهت 90 درجه خمکاری کنید. شکل
102 5- لبههای برگردانده شده قطعه شماره )2( پشت جعبه را در لبههای تا شده جعبه قطعه شمارهی )1( مطابق شکل )60-7( منطبق کنید و جعبه را برای کوبیدن و ایجاد فرنگیپیچ دوبل به روی سندان )شمش( منتقل کنید. شکل اکنون مطابق شکل )61-7( لبهها را با چکش چوبی بکوبید. توجه داشته باشید برگرداندن لبهها باید مرحله به مرحله انجام پذیرد )شکل 62-7( در غیر اینصورت ناهمواری و ناصافی سطوح اطراف حتمی است. شکل 61-7 شکل
103 اولیه ورق ابعاد و جنس 3 شماره قطعه سیاه آهن ورق 3 شماره قطعه ساخت برای کار انجام مراحل 63-7( )شکل کنید. کنترل گونیایی و اندازه نظر از را قطعه ابعاد شکل ابعاد به آهن ورق روی شده داده اندازههای طبق را )3( شماره قطعه گسترش ( )شکل کنید. رسم شکل نیز و ببرید است شده مشخص هاشور خطهای با که را اضافی قسمتهای ( )شکل بزنید. برش دستی قیچی وسیله به را )ب( و )الف( خطهای 65-7 شکل مستطیل مربع اضافی قسمتهای بریدن و )ب( و )الف( خطهای برش از پس 4- با و 66-7( )شکل کنید خم موازی گیره لبههای بین قطعه بستن با را میلیمتر برگردانید. مناسب چکش ضربههای زدن 66-7 شکل 203
104 5- مربع مستطیل میلیمتر را با ماشین خمکن مناسب خمکاری کنید. )شکل 67-7( شکل قطعه را از قسمتهای فاقبری شده تحت زاویه 90 درجه خم کنید. )شکل 68-7( شکل قطعه خم شده را درون جعبه انبار طبق اندازه داده شده در شکل )69-7( قرار دهید و به وسیله گیره دستی یا انبر قفلی ثابت کنید. شکل دستگاه نقطه جوش را تنظیم کنید الکترودهای دستگاه را در صورت لزوم سوهانکاری کرده سپس قطعه شماره )3( را به بدنه قطعه شماره )1( نقطه جوش کنید. 9- نقاط جوش شده را در صورت نیاز صافکاری کنید. 10- جعبه ساخته شده را پرداخته نهایی کنید و برای ارزشیابی تحویل دهید. 204
105 پیوستها 205
106 206
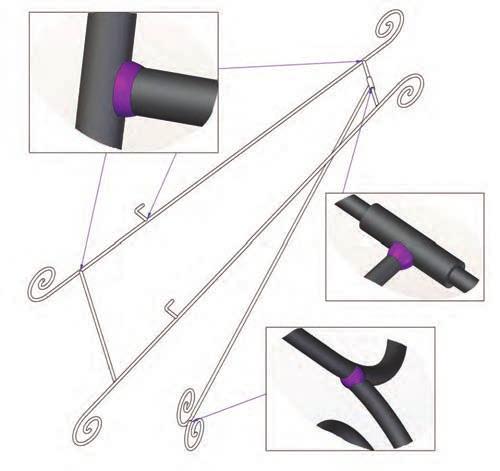
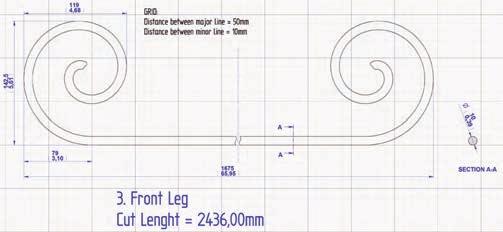
107 کار فرفوژه نام قطعه کار: محل قرار تابلو نقاشی برای ساخت قطعه کار الزم است مراحل زیر انجام شود: 1- مطابق نقشه کاروبراساس جدول اقدام به برش قطعات نمایید. 2- با بکارگیری فرآیند اکسی اسیتلن وبا استفاده از سندان وچکش اقدام به فرم دهی قطعات نمایید. 3- پس از تکمیل قطعات آنها را به یکدیگر مونتاژ نمایید. 4- محل های جوشکاری شده را با استفاده از سوهان خشن صاف کنید. 5- مراحل تکمیلی را انجام دهید. 207
108 208
109 209
110 210
111 211 Project: Spiral Easel Page 5 of 10
112 212
روش محاسبه ی توان منابع جریان و منابع ولتاژ
 روش محاسبه ی توان منابع جریان و منابع ولتاژ ابتدا شرح کامل محاسبه ی توان منابع جریان: برای محاسبه ی توان منابع جریان نخست باید ولتاژ این عناصر را بدست آوریم و سپس با استفاده از رابطه ی p = v. i توان این
روش محاسبه ی توان منابع جریان و منابع ولتاژ ابتدا شرح کامل محاسبه ی توان منابع جریان: برای محاسبه ی توان منابع جریان نخست باید ولتاژ این عناصر را بدست آوریم و سپس با استفاده از رابطه ی p = v. i توان این
محاسبه ی برآیند بردارها به روش تحلیلی
 محاسبه ی برآیند بردارها به روش تحلیلی برای محاسبه ی برآیند بردارها به روش تحلیلی باید توانایی تجزیه ی یک بردار در دو راستا ( محور x ها و محور y ها ) را داشته باشیم. به بردارهای تجزیه شده در راستای محور
محاسبه ی برآیند بردارها به روش تحلیلی برای محاسبه ی برآیند بردارها به روش تحلیلی باید توانایی تجزیه ی یک بردار در دو راستا ( محور x ها و محور y ها ) را داشته باشیم. به بردارهای تجزیه شده در راستای محور
تصاویر استریوگرافی.
 هب انم خدا تصاویر استریوگرافی تصویر استریوگرافی یک روش ترسیمی است که به وسیله آن ارتباط زاویه ای بین جهات و صفحات بلوری یک کریستال را در یک فضای دو بعدی )صفحه کاغذ( تعیین میکنند. کاربردها بررسی ناهمسانگردی
هب انم خدا تصاویر استریوگرافی تصویر استریوگرافی یک روش ترسیمی است که به وسیله آن ارتباط زاویه ای بین جهات و صفحات بلوری یک کریستال را در یک فضای دو بعدی )صفحه کاغذ( تعیین میکنند. کاربردها بررسی ناهمسانگردی
مفاهیم ولتاژ افت ولتاژ و اختالف پتانسیل
 مفاهیم ولتاژ افت ولتاژ و اختالف پتانسیل شما باید بعد از مطالعه ی این جزوه با مفاهیم ولتاژ افت ولتاژ و اختالف پتانسیل کامال آشنا شوید. VA R VB به نظر شما افت ولتاژ مقاومت R چیست جواب: به مقدار عددی V A
مفاهیم ولتاژ افت ولتاژ و اختالف پتانسیل شما باید بعد از مطالعه ی این جزوه با مفاهیم ولتاژ افت ولتاژ و اختالف پتانسیل کامال آشنا شوید. VA R VB به نظر شما افت ولتاژ مقاومت R چیست جواب: به مقدار عددی V A
آزمایش 8: تقویت کننده عملیاتی 2
 آزمایش 8: تقویت کننده عملیاتی 2 1-8 -مقدمه 1 تقویت کننده عملیاتی (OpAmp) داراي دو یا چند طبقه تقویت کننده تفاضلی است که خروجی- هاي هر طبقه به وروديهاي طبقه دیگر متصل شده است. در انتهاي این تقویت کننده
آزمایش 8: تقویت کننده عملیاتی 2 1-8 -مقدمه 1 تقویت کننده عملیاتی (OpAmp) داراي دو یا چند طبقه تقویت کننده تفاضلی است که خروجی- هاي هر طبقه به وروديهاي طبقه دیگر متصل شده است. در انتهاي این تقویت کننده
تحلیل مدار به روش جریان حلقه
 تحلیل مدار به روش جریان حلقه برای حل مدار به روش جریان حلقه باید مراحل زیر را طی کنیم: مرحله ی 1: مدار را تا حد امکان ساده می کنیم)مراقب باشید شاخه هایی را که ترکیب می کنید مورد سوال مسئله نباشد که در
تحلیل مدار به روش جریان حلقه برای حل مدار به روش جریان حلقه باید مراحل زیر را طی کنیم: مرحله ی 1: مدار را تا حد امکان ساده می کنیم)مراقب باشید شاخه هایی را که ترکیب می کنید مورد سوال مسئله نباشد که در
آزمایش 1: پاسخ فرکانسی تقویتکننده امیتر مشترك
 آزمایش : پاسخ فرکانسی تقویتکننده امیتر مشترك -- مقدمه هدف از این آزمایش بدست آوردن فرکانس قطع بالاي تقویتکننده امیتر مشترك بررسی عوامل تاثیرگذار و محدودکننده این پارامتر است. شکل - : مفهوم پهناي باند تقویت
آزمایش : پاسخ فرکانسی تقویتکننده امیتر مشترك -- مقدمه هدف از این آزمایش بدست آوردن فرکانس قطع بالاي تقویتکننده امیتر مشترك بررسی عوامل تاثیرگذار و محدودکننده این پارامتر است. شکل - : مفهوم پهناي باند تقویت
مدار معادل تونن و نورتن
 مدار معادل تونن و نورتن در تمامی دستگاه های صوتی و تصویری اگرچه قطعات الکتریکی زیادی استفاده می شود ( مانند مقاومت سلف خازن دیود ترانزیستور IC ترانس و دهها قطعه ی دیگر...( اما هدف از طراحی چنین مداراتی
مدار معادل تونن و نورتن در تمامی دستگاه های صوتی و تصویری اگرچه قطعات الکتریکی زیادی استفاده می شود ( مانند مقاومت سلف خازن دیود ترانزیستور IC ترانس و دهها قطعه ی دیگر...( اما هدف از طراحی چنین مداراتی
آزمون مقایسه میانگین های دو جامعه )نمونه های بزرگ(
نمونه های بزرگ(") آزمون مقایسه میانگین های دو جامعه )نمونه های بزرگ( فرض کنید جمعیت یک دارای میانگین و انحراف معیار اندازه µ و انحراف معیار σ باشد و جمعیت 2 دارای میانگین µ2 σ2 باشند نمونه های تصادفی مستقل از این دو جامعه
آزمون مقایسه میانگین های دو جامعه )نمونه های بزرگ( فرض کنید جمعیت یک دارای میانگین و انحراف معیار اندازه µ و انحراف معیار σ باشد و جمعیت 2 دارای میانگین µ2 σ2 باشند نمونه های تصادفی مستقل از این دو جامعه
بسم اهلل الرحمن الرحیم آزمایشگاه فیزیک )2( shimiomd
2( shimiomd") بسم اهلل الرحمن الرحیم آزمایشگاه فیزیک )( shimiomd خواندن مقاومت ها. بررسی قانون اهم برای مدارهای متوالی. 3. بررسی قانون اهم برای مدارهای موازی بدست آوردن مقاومت مجهول توسط پل وتسون 4. بدست آوردن مقاومت
بسم اهلل الرحمن الرحیم آزمایشگاه فیزیک )( shimiomd خواندن مقاومت ها. بررسی قانون اهم برای مدارهای متوالی. 3. بررسی قانون اهم برای مدارهای موازی بدست آوردن مقاومت مجهول توسط پل وتسون 4. بدست آوردن مقاومت
فصل چهارم تعیین موقعیت و امتدادهای مبنا
 فصل چهارم تعیین موقعیت و امتدادهای مبنا هدف های رفتاری پس از آموزش و مطالعه این فصل از فراگیرنده انتظار می رود بتواند: 1 راهکار کلی مربوط به ترسیم یک امتداد در یک سیستم مختصات دو بعدی و اندازه گیری ژیزمان
فصل چهارم تعیین موقعیت و امتدادهای مبنا هدف های رفتاری پس از آموزش و مطالعه این فصل از فراگیرنده انتظار می رود بتواند: 1 راهکار کلی مربوط به ترسیم یک امتداد در یک سیستم مختصات دو بعدی و اندازه گیری ژیزمان
پویش تجهیز صنعت پاسارگاد
 User Manual Optical Fiber Splice closure پویش تجهیز صنعت پاسارگاد * ابعاد اندازه (طول عرض ارتفاع ( ظرفیت مدل SS S M 13.6" 7.3" 5.1"(345 187 130 mm) 17.7" 7.3" 5.1"(450 187 130 mm) 17.7" 7.3" 6.5"(450 187
User Manual Optical Fiber Splice closure پویش تجهیز صنعت پاسارگاد * ابعاد اندازه (طول عرض ارتفاع ( ظرفیت مدل SS S M 13.6" 7.3" 5.1"(345 187 130 mm) 17.7" 7.3" 5.1"(450 187 130 mm) 17.7" 7.3" 6.5"(450 187
تمرینات درس ریاض عموم ٢. r(t) = (a cos t, b sin t), ٠ t ٢π. cos ٢ t sin tdt = ka۴. x = ١ ka ۴. m ٣ = ٢a. κds باشد. حاصل x٢
 = (a cos t, b sin t), ٠ t ٢π. cos ٢ t sin tdt = ka۴. x = ١ ka ۴. m ٣ = ٢a. κds باشد. حاصل x٢") دانش اه صنعت شریف دانش ده ی علوم ریاض تمرینات درس ریاض عموم سری دهم. ١ سیم نازک داریم که روی دایره ی a + y x و در ربع اول نقطه ی,a را به نقطه ی a, وصل م کند. اگر چ ال سیم در نقطه ی y,x برابر kxy باشد جرم
دانش اه صنعت شریف دانش ده ی علوم ریاض تمرینات درس ریاض عموم سری دهم. ١ سیم نازک داریم که روی دایره ی a + y x و در ربع اول نقطه ی,a را به نقطه ی a, وصل م کند. اگر چ ال سیم در نقطه ی y,x برابر kxy باشد جرم
ﯽﺳﻮﻃ ﺮﯿﺼﻧ ﻪﺟاﻮﺧ ﯽﺘﻌﻨﺻ هﺎﮕﺸﻧاد
 دانشگاه صنعتی خواجه نصیر طوسی دانشکده برق - گروه کنترل آزمایشگاه کنترل سیستمهای خطی گزارش کار نمونه تابستان 383 به نام خدا گزارش کار آزمایش اول عنوان آزمایش: آشنایی با نحوه پیاده سازی الکترونیکی فرایندها
دانشگاه صنعتی خواجه نصیر طوسی دانشکده برق - گروه کنترل آزمایشگاه کنترل سیستمهای خطی گزارش کار نمونه تابستان 383 به نام خدا گزارش کار آزمایش اول عنوان آزمایش: آشنایی با نحوه پیاده سازی الکترونیکی فرایندها
مثال( مساله الپالس در ناحیه داده شده را حل کنید. u(x,0)=f(x) f(x) حل: به کمک جداسازی متغیرها: ثابت = k. u(x,y)=x(x)y(y) X"Y=-XY" X" X" kx = 0
=f(x) f(x) حل: به کمک جداسازی متغیرها: ثابت = k. u(x,y)=x(x)y(y) XY=-XY X X kx = 0") مثال( مساله الپالس در ناحیه داده شده را حل کنید. (,)=() > > < π () حل: به کمک جداسازی متغیرها: + = (,)=X()Y() X"Y=-XY" X" = Y" ثابت = k X Y X" kx = { Y" + ky = X() =, X(π) = X" kx = { X() = X(π) = معادله
مثال( مساله الپالس در ناحیه داده شده را حل کنید. (,)=() > > < π () حل: به کمک جداسازی متغیرها: + = (,)=X()Y() X"Y=-XY" X" = Y" ثابت = k X Y X" kx = { Y" + ky = X() =, X(π) = X" kx = { X() = X(π) = معادله
تمرین اول درس کامپایلر
 1 تمرین اول درس 1. در زبان مربوط به عبارت منظم زیر چند رشته یکتا وجود دارد (0+1+ϵ)(0+1+ϵ)(0+1+ϵ)(0+1+ϵ) جواب 11 رشته کنند abbbaacc را در نظر بگیرید. کدامیک از عبارتهای منظم زیر توکنهای ab bb a acc را ایجاد
1 تمرین اول درس 1. در زبان مربوط به عبارت منظم زیر چند رشته یکتا وجود دارد (0+1+ϵ)(0+1+ϵ)(0+1+ϵ)(0+1+ϵ) جواب 11 رشته کنند abbbaacc را در نظر بگیرید. کدامیک از عبارتهای منظم زیر توکنهای ab bb a acc را ایجاد
1 دایره فصل او ل کاربردهای بسیاری داشته است. یک قضیۀ بنیادی در هندسه موسوم با محیط ثابت دایره دارای بیشترین مساحت است. این موضوع در طراحی
 فصل او ل 1 دایره هندسه در ساخت استحکامات دفاعی قلعهها و برج و باروها از دیرباز کاربردهای بسیاری داشته است. یک قضیۀ بنیادی در هندسه موسوم به»قضیۀ همپیرامونی«میگوید در بین همۀ شکلهای هندسی بسته با محیط ثابت
فصل او ل 1 دایره هندسه در ساخت استحکامات دفاعی قلعهها و برج و باروها از دیرباز کاربردهای بسیاری داشته است. یک قضیۀ بنیادی در هندسه موسوم به»قضیۀ همپیرامونی«میگوید در بین همۀ شکلهای هندسی بسته با محیط ثابت
هد ف های هفته ششم: 1- اجسام متحرک و ساکن را از هم تشخیص دهد. 2- اندازه مسافت و جا به جایی اجسام متحرک را محاسبه و آن ها را مقایسه کند 3- تندی متوسط
 هد ف های هفته ششم: 1- اجسام متحرک و ساکن را از هم تشخیص دهد. - اندازه مسافت و جا به جایی اجسام متحرک را محاسبه و آن ها را مقایسه کند 3- تندی متوسط اجسام متحرک را محاسبه کند. 4- تندی متوسط و لحظه ای را
هد ف های هفته ششم: 1- اجسام متحرک و ساکن را از هم تشخیص دهد. - اندازه مسافت و جا به جایی اجسام متحرک را محاسبه و آن ها را مقایسه کند 3- تندی متوسط اجسام متحرک را محاسبه کند. 4- تندی متوسط و لحظه ای را
هندسه تحلیلی بردارها در فضای R
 هندسه تحلیلی بردارها در فضای R فصل اول-بردارها دستگاه مختصات سه بعدی از سه محور ozوoyوox عمود بر هم تشکیل شده که در نقطه ای به نام o یکدیگر را قطع می کنند. قرارداد: دستگاه مختصات سه بعدی راستگرد می باشد
هندسه تحلیلی بردارها در فضای R فصل اول-بردارها دستگاه مختصات سه بعدی از سه محور ozوoyوox عمود بر هم تشکیل شده که در نقطه ای به نام o یکدیگر را قطع می کنند. قرارداد: دستگاه مختصات سه بعدی راستگرد می باشد
 ........................................................................................................................................................... حجم ومساحت ف ص ل 8.................................................................................................................................................................................................................................................................................................................................................................................................................................................................................
........................................................................................................................................................... حجم ومساحت ف ص ل 8.................................................................................................................................................................................................................................................................................................................................................................................................................................................................................
هدف از این آزمایش آشنایی با رفتار فرکانسی مدارهاي مرتبه اول نحوه تأثیر مقادیر عناصر در این رفتار مشاهده پاسخ دامنه
 آزما ی ش شش م: پا س خ فرکا نس ی مدا رات مرتبه اول هدف از این آزمایش آشنایی با رفتار فرکانسی مدارهاي مرتبه اول نحوه تأثیر مقادیر عناصر در این رفتار مشاهده پاسخ دامنه و پاسخ فاز بررسی رفتار فیلتري آنها بدست
آزما ی ش شش م: پا س خ فرکا نس ی مدا رات مرتبه اول هدف از این آزمایش آشنایی با رفتار فرکانسی مدارهاي مرتبه اول نحوه تأثیر مقادیر عناصر در این رفتار مشاهده پاسخ دامنه و پاسخ فاز بررسی رفتار فیلتري آنها بدست
:موس لصف یسدنه یاه لکش رد یلوط طباور
 فصل سوم: 3 روابط طولی درشکلهای هندسی درس او ل قضیۀ سینوس ها یادآوری منظور از روابط طولی رابطه هایی هستند که در مورد اندازه های پاره خط ها و زاویه ها در شکل های مختلف بحث می کنند. در سال گذشته روابط طولی
فصل سوم: 3 روابط طولی درشکلهای هندسی درس او ل قضیۀ سینوس ها یادآوری منظور از روابط طولی رابطه هایی هستند که در مورد اندازه های پاره خط ها و زاویه ها در شکل های مختلف بحث می کنند. در سال گذشته روابط طولی
فصل چهارم : مولتی ویبراتورهای ترانزیستوری مقدمه: فیدبک مثبت
 فصل چهارم : مولتی ویبراتورهای ترانزیستوری مقدمه: فیدبک مثبت در تقویت کننده ها از فیدبک منفی استفاده می نمودیم تا بهره خیلی باال نرفته و سیستم پایدار بماند ولی در فیدبک مثبت هدف فقط باال بردن بهره است در
فصل چهارم : مولتی ویبراتورهای ترانزیستوری مقدمه: فیدبک مثبت در تقویت کننده ها از فیدبک منفی استفاده می نمودیم تا بهره خیلی باال نرفته و سیستم پایدار بماند ولی در فیدبک مثبت هدف فقط باال بردن بهره است در
جلسه ی ۱۰: الگوریتم مرتب سازی سریع
 دانشکده ی علوم ریاضی داده ساختارها و الگوریتم ها ۸ مهر ۹ جلسه ی ۱۰: الگوریتم مرتب سازی سریع مدر س: دکتر شهرام خزاي ی نگارنده: محمد امین ادر یسی و سینا منصور لکورج ۱ شرح الگور یتم الگوریتم مرتب سازی سریع
دانشکده ی علوم ریاضی داده ساختارها و الگوریتم ها ۸ مهر ۹ جلسه ی ۱۰: الگوریتم مرتب سازی سریع مدر س: دکتر شهرام خزاي ی نگارنده: محمد امین ادر یسی و سینا منصور لکورج ۱ شرح الگور یتم الگوریتم مرتب سازی سریع
تئوری جامع ماشین بخش سوم جهت سادگی بحث یک ماشین سنکرون دو قطبی از نوع قطب برجسته مطالعه میشود.
 مفاهیم اصلی جهت آنالیز ماشین های الکتریکی سه فاز محاسبه اندوکتانس سیمپیچیها و معادالت ولتاژ ماشین الف ) ماشین سنکرون جهت سادگی بحث یک ماشین سنکرون دو قطبی از نوع قطب برجسته مطالعه میشود. در حال حاضر از
مفاهیم اصلی جهت آنالیز ماشین های الکتریکی سه فاز محاسبه اندوکتانس سیمپیچیها و معادالت ولتاژ ماشین الف ) ماشین سنکرون جهت سادگی بحث یک ماشین سنکرون دو قطبی از نوع قطب برجسته مطالعه میشود. در حال حاضر از
فصل پنجم زبان های فارغ از متن
 فصل پنجم زبان های فارغ از متن خانواده زبان های فارغ از متن: ( free )context تعریف: گرامر G=(V,T,,P) کلیه قوانین آن به فرم زیر باشد : یک گرامر فارغ از متن گفته می شود در صورتی که A x A Є V, x Є (V U T)*
فصل پنجم زبان های فارغ از متن خانواده زبان های فارغ از متن: ( free )context تعریف: گرامر G=(V,T,,P) کلیه قوانین آن به فرم زیر باشد : یک گرامر فارغ از متن گفته می شود در صورتی که A x A Є V, x Є (V U T)*
زمین شناسی ساختاری.فصل پنجم.محاسبه ضخامت و عمق الیه
 پن ج م فص ل محاسبه ضخامت و عم ق الهی زمین شناسی ساختاری.کارشناسی زمین شناسی.بخش زمین شناسی دانشکده علوم.دانشگاه شهید باهنر کرمان.استاد درس:دکتر شهرام شفیعی بافتی 1 تعاریف ضخامت - فاصله عمودی بین دو صفحه
پن ج م فص ل محاسبه ضخامت و عم ق الهی زمین شناسی ساختاری.کارشناسی زمین شناسی.بخش زمین شناسی دانشکده علوم.دانشگاه شهید باهنر کرمان.استاد درس:دکتر شهرام شفیعی بافتی 1 تعاریف ضخامت - فاصله عمودی بین دو صفحه
1) { } 6) {, } {{, }} 2) {{ }} 7 ) { } 3) { } { } 8) { } 4) {{, }} 9) { } { }
 { } 6) {, } {{, }} 2) {{ }} 7 ) { } 3) { } { } 8) { } 4) {{, }} 9) { } { }") هرگاه دسته اي از اشیاء حروف و اعداد و... که کاملا"مشخص هستند با هم در نظر گرفته شوند یک مجموعه را به وجود می آورند. عناصر تشکیل دهنده ي یک مجموعه باید دو شرط اساسی را داشته باشند. نام گذاري مجموعه : الف
هرگاه دسته اي از اشیاء حروف و اعداد و... که کاملا"مشخص هستند با هم در نظر گرفته شوند یک مجموعه را به وجود می آورند. عناصر تشکیل دهنده ي یک مجموعه باید دو شرط اساسی را داشته باشند. نام گذاري مجموعه : الف
راهنمای کاربری موتور بنزینی )سیکل اتو(
سیکل اتو(") راهنمای کاربری موتور بنزینی )سیکل اتو( هدف آزمایش : شناخت و بررسی عملکرد موتور بنزینی تئوری آزمایش: موتورهای احتراق داخلی امروزه به طور وسیع برای ایجاد قدرت بکار می روند. ژنراتورهای کوچک پمپ های مخلوط
راهنمای کاربری موتور بنزینی )سیکل اتو( هدف آزمایش : شناخت و بررسی عملکرد موتور بنزینی تئوری آزمایش: موتورهای احتراق داخلی امروزه به طور وسیع برای ایجاد قدرت بکار می روند. ژنراتورهای کوچک پمپ های مخلوط
شاخصهای پراکندگی دامنهی تغییرات:
 شاخصهای پراکندگی شاخصهای پراکندگی بیانگر میزان پراکندگی دادههای آماری میباشند. مهمترین شاخصهای پراکندگی عبارتند از: دامنهی تغییرات واریانس انحراف معیار و ضریب تغییرات. دامنهی تغییرات: اختالف بزرگترین و
شاخصهای پراکندگی شاخصهای پراکندگی بیانگر میزان پراکندگی دادههای آماری میباشند. مهمترین شاخصهای پراکندگی عبارتند از: دامنهی تغییرات واریانس انحراف معیار و ضریب تغییرات. دامنهی تغییرات: اختالف بزرگترین و
همبستگی و رگرسیون در این مبحث هدف بررسی وجود یک رابطه بین دو یا چند متغیر می باشد لذا هدف اصلی این است که آیا بین
 همبستگی و رگرسیون در این مبحث هدف بررسی وجود یک رابطه بین دو یا چند متغیر می باشد لذا هدف اصلی این است که آیا بین دو صفت متغیر x و y رابطه و همبستگی وجود دارد یا خیر و آیا می توان یک مدل ریاضی و یک رابطه
همبستگی و رگرسیون در این مبحث هدف بررسی وجود یک رابطه بین دو یا چند متغیر می باشد لذا هدف اصلی این است که آیا بین دو صفت متغیر x و y رابطه و همبستگی وجود دارد یا خیر و آیا می توان یک مدل ریاضی و یک رابطه
Angle Resolved Photoemission Spectroscopy (ARPES)
") Angle Resolved Photoemission Spectroscopy (ARPES) روش ARPES روشی است تجربی که برای تعیین ساختار الکترونی مواد به کار می رود. این روش بر پایه اثر فوتوالکتریک است که توسط هرتز کشف شد: الکترونها می توانند
Angle Resolved Photoemission Spectroscopy (ARPES) روش ARPES روشی است تجربی که برای تعیین ساختار الکترونی مواد به کار می رود. این روش بر پایه اثر فوتوالکتریک است که توسط هرتز کشف شد: الکترونها می توانند
سايت ويژه رياضيات درسنامه ها و جزوه هاي دروس رياضيات
 سايت ويژه رياضيات درسنامه ها و جزوه هاي دروس رياضيات دانلود نمونه سوالات امتحانات رياضي نمونه سوالات و پاسخنامه كنكور دانلود نرم افزارهاي رياضيات و... کانال سایت ریاضی سرا در تلگرام: https://telegram.me/riazisara
سايت ويژه رياضيات درسنامه ها و جزوه هاي دروس رياضيات دانلود نمونه سوالات امتحانات رياضي نمونه سوالات و پاسخنامه كنكور دانلود نرم افزارهاي رياضيات و... کانال سایت ریاضی سرا در تلگرام: https://telegram.me/riazisara
جلسه ی ۳: نزدیک ترین زوج نقاط
 دانشکده ی علوم ریاضی ا نالیز الگوریتم ها ۴ بهمن ۱۳۹۱ جلسه ی ۳: نزدیک ترین زوج نقاط مدر س: دکتر شهرام خزاي ی نگارنده: امیر سیوانی اصل ۱ پیدا کردن نزدیک ترین زوج نقطه فرض می کنیم n نقطه داریم و می خواهیم
دانشکده ی علوم ریاضی ا نالیز الگوریتم ها ۴ بهمن ۱۳۹۱ جلسه ی ۳: نزدیک ترین زوج نقاط مدر س: دکتر شهرام خزاي ی نگارنده: امیر سیوانی اصل ۱ پیدا کردن نزدیک ترین زوج نقطه فرض می کنیم n نقطه داریم و می خواهیم
بسمه تعالی «تمرین شماره یک»
 بسمه تعالی «تمرین شماره یک» شماره دانشجویی : نام و نام خانوادگی : نام استاد: دکتر آزاده شهیدیان ترمودینامیک 1 نام درس : ردیف 0.15 m 3 میباشد. در این حالت یک فنر یک دستگاه سیلندر-پیستون در ابتدا حاوي 0.17kg
بسمه تعالی «تمرین شماره یک» شماره دانشجویی : نام و نام خانوادگی : نام استاد: دکتر آزاده شهیدیان ترمودینامیک 1 نام درس : ردیف 0.15 m 3 میباشد. در این حالت یک فنر یک دستگاه سیلندر-پیستون در ابتدا حاوي 0.17kg
مکانيک جامدات ارائه و تحليل روش مناسب جهت افزایش استحکام اتصاالت چسبي در حالت حجم چسب یکسان
 پائیز 2931/ سال ششم/ شماره ویژه دوم فصلنامه علمي پژوهشي مهندسي مکانيک جامدات فصلنامه علمي پژوهشي مهندسي مکانيک جامدات www.jsme.ir ارائه و تحليل روش مناسب جهت افزایش استحکام اتصاالت چسبي در حالت حجم چسب
پائیز 2931/ سال ششم/ شماره ویژه دوم فصلنامه علمي پژوهشي مهندسي مکانيک جامدات فصلنامه علمي پژوهشي مهندسي مکانيک جامدات www.jsme.ir ارائه و تحليل روش مناسب جهت افزایش استحکام اتصاالت چسبي در حالت حجم چسب
فعالیت = ) ( )10 6 ( 8 = )-4( 3 * )-5( 3 = ) ( ) ( )-36( = m n m+ m n. m m m. m n mn
 ( )10 6 ( 8 = )-4( 3 * )-5( 3 = ) ( ) ( )-36( = m n m+ m n. m m m. m n mn") درس»ریشه ام و توان گویا«تاکنون با مفهوم توان های صحیح اعداد و چگونگی کاربرد آنها در ریشه گیری دوم و سوم اعداد آشنا شده اید. فعالیت زیر به شما کمک می کند تا ضمن مرور آنچه تاکنون در خصوص اعداد توان دار و
درس»ریشه ام و توان گویا«تاکنون با مفهوم توان های صحیح اعداد و چگونگی کاربرد آنها در ریشه گیری دوم و سوم اعداد آشنا شده اید. فعالیت زیر به شما کمک می کند تا ضمن مرور آنچه تاکنون در خصوص اعداد توان دار و
قاعده زنجیره ای برای مشتقات جزي ی (حالت اول) :
 :") ۱ گرادیان تابع (y :f(x, اگر f یک تابع دومتغیره باشد ا نگاه گرادیان f برداری است که به صورت زیر تعریف می شود f(x, y) = D ۱ f(x, y), D ۲ f(x, y) اگر رویه S نمایش تابع (y Z = f(x, باشد ا نگاه f در هر نقطه
۱ گرادیان تابع (y :f(x, اگر f یک تابع دومتغیره باشد ا نگاه گرادیان f برداری است که به صورت زیر تعریف می شود f(x, y) = D ۱ f(x, y), D ۲ f(x, y) اگر رویه S نمایش تابع (y Z = f(x, باشد ا نگاه f در هر نقطه
ویرایشسال 95 شیمیمعدنی تقارن رضافالحتی
 ویرایشسال 95 شیمیمعدنی تقارن رضافالحتی از ابتدای مبحث تقارن تا ابتدای مبحث جداول کاراکتر مربوط به کنکور ارشد می باشد افرادی که این قسمت ها را تسلط دارند می توانند از ابتدای مبحث جداول کاراکتر به مطالعه
ویرایشسال 95 شیمیمعدنی تقارن رضافالحتی از ابتدای مبحث تقارن تا ابتدای مبحث جداول کاراکتر مربوط به کنکور ارشد می باشد افرادی که این قسمت ها را تسلط دارند می توانند از ابتدای مبحث جداول کاراکتر به مطالعه
نیرو و تنش برشی فصل هشتم بخش دوم - مقاومت مصالح PROBLEMS. t As another example of single shear, τconsider avg
 نیرو فصل هشتم و تنش برشی c0st r essndst r ai ni nt r oduct i ontoesi gn. qxd 9/30/10 3: 15 M age 53 بخش دوم - مقاومت مصالح. 6.4 iesign.qxd 9/30/10 9/30/10 3: 153:15 M age M age 53 53. 6.5.. 3. 6.1. 6.
نیرو فصل هشتم و تنش برشی c0st r essndst r ai ni nt r oduct i ontoesi gn. qxd 9/30/10 3: 15 M age 53 بخش دوم - مقاومت مصالح. 6.4 iesign.qxd 9/30/10 9/30/10 3: 153:15 M age M age 53 53. 6.5.. 3. 6.1. 6.
مثال 8 3 : قطعه ای مطابق شکل زیر از ورق فوالدی بریده خواهد شد طول مسیر برش را محاسبه کنید.
 محاسبۀ طول یا محیط قطعات صنعتی قطعات صنعتی معموال ترکیبی از اشکال قطعات هندسی هستند. بنابراین برای محاسبۀ محیط این قطعات ابتدا آنها را به اشکال هندسی مشخص تقسیمبندی کرده و پس از محاسبۀ محیط هر کدام از
محاسبۀ طول یا محیط قطعات صنعتی قطعات صنعتی معموال ترکیبی از اشکال قطعات هندسی هستند. بنابراین برای محاسبۀ محیط این قطعات ابتدا آنها را به اشکال هندسی مشخص تقسیمبندی کرده و پس از محاسبۀ محیط هر کدام از
آشنایی با پدیده ماره (moiré)
") فلا) ب) آشنایی با پدیده ماره (moiré) توری جذبی- هرگاه روی ورقه شفافی چون طلق تعداد زیادی نوارهای خطی کدر هم پهنا به موازات یکدیگر و به فاصله های مساوی از هم رسم کنیم یک توری خطی جذبی به وجود می آید شکل
فلا) ب) آشنایی با پدیده ماره (moiré) توری جذبی- هرگاه روی ورقه شفافی چون طلق تعداد زیادی نوارهای خطی کدر هم پهنا به موازات یکدیگر و به فاصله های مساوی از هم رسم کنیم یک توری خطی جذبی به وجود می آید شکل
جلسه ی ۵: حل روابط بازگشتی
 دانشکده ی علوم ریاضی ساختمان داده ها ۶ مهر ۲ جلسه ی ۵: حل روابط بازگشتی مدر س: دکتر شهرام خزاي ی نگارنده: ا رمیتا ثابتی اشرف و علی رضا علی ا بادیان ۱ مقدمه پیدا کردن کران مجانبی توابع معمولا با پیچیدگی
دانشکده ی علوم ریاضی ساختمان داده ها ۶ مهر ۲ جلسه ی ۵: حل روابط بازگشتی مدر س: دکتر شهرام خزاي ی نگارنده: ا رمیتا ثابتی اشرف و علی رضا علی ا بادیان ۱ مقدمه پیدا کردن کران مجانبی توابع معمولا با پیچیدگی
رسوب سختی آلیاژهای آلومینیوم: تاريخچه : فرآیند رسوب سختی )پیرسختی( در سال 6091 بوسیله آلمانی کشف گردید.
پیرسختی( در سال 6091 بوسیله آلمانی کشف گردید.") رسوب سختی آلیاژهای آلومینیوم تاريخچه فرآیند رسوب سختی )پیرسختی( در سال 6091 بوسیله Dr.A.Wilm آلمانی کشف گردید. دکتر Wilm یک آلیاژ 4 درصد مس و 9/5 درصد منیزیم را حرارت داده و پس از آن به سرعت سرد نمود و
رسوب سختی آلیاژهای آلومینیوم تاريخچه فرآیند رسوب سختی )پیرسختی( در سال 6091 بوسیله Dr.A.Wilm آلمانی کشف گردید. دکتر Wilm یک آلیاژ 4 درصد مس و 9/5 درصد منیزیم را حرارت داده و پس از آن به سرعت سرد نمود و
یونیزاسیون اشعهX مقدار مو ثر یونی را = تعریف میکنیم و ظرفیت مو ثر یونی نسبت مقدار مو ثر یونی به زمان تابش هدف آزمایش: مقدمه:
 ر 1 یونیزاسیون اشعهX هدف آزمایش: تعیین مقدار ظرفیت مو ثر یونی هوا تحقیق بستگی جریان یونیزاسیون به جریان فیلامان و ولتاژ آند لامپ اشعه x مقدمه: اشعه x موج الکترومغناطیسی پر قدرت با محدوده انرژي چند تا چند
ر 1 یونیزاسیون اشعهX هدف آزمایش: تعیین مقدار ظرفیت مو ثر یونی هوا تحقیق بستگی جریان یونیزاسیون به جریان فیلامان و ولتاژ آند لامپ اشعه x مقدمه: اشعه x موج الکترومغناطیسی پر قدرت با محدوده انرژي چند تا چند
جلسه 3 ابتدا نکته اي در مورد عمل توابع بر روي ماتریس ها گفته می شود و در ادامه ي این جلسه اصول مکانیک کوانتمی بیان. d 1. i=0. i=0. λ 2 i v i v i.
 محاسبات کوانتمی (671) ترم بهار 1390-1391 مدرس: سلمان ابوالفتح بیگی نویسنده: محمد جواد داوري جلسه 3 می شود. ابتدا نکته اي در مورد عمل توابع بر روي ماتریس ها گفته می شود و در ادامه ي این جلسه اصول مکانیک
محاسبات کوانتمی (671) ترم بهار 1390-1391 مدرس: سلمان ابوالفتح بیگی نویسنده: محمد جواد داوري جلسه 3 می شود. ابتدا نکته اي در مورد عمل توابع بر روي ماتریس ها گفته می شود و در ادامه ي این جلسه اصول مکانیک
دبیرستان غیر دولتی موحد
 دبیرستان غیر دلتی محد هندسه تحلیلی فصل دم معادله های خط صفحه ابتدا باید بدانیم که از یک نقطه به مازات یک بردار تنها یک خط می گذرد. با تجه به این مطلب برای نشتن معادله یک خط احتیاج به داشتن یک نقطه از خط
دبیرستان غیر دلتی محد هندسه تحلیلی فصل دم معادله های خط صفحه ابتدا باید بدانیم که از یک نقطه به مازات یک بردار تنها یک خط می گذرد. با تجه به این مطلب برای نشتن معادله یک خط احتیاج به داشتن یک نقطه از خط
که روي سطح افقی قرار دارد متصل شده است. تمام سطوح بدون اصطکاك می باشند. نیروي F به صورت افقی به روي سطح شیبداري با زاویه شیب
 فصل : 5 نیرو ها 40- شخصی به جرم جرم به وسیله طنابی که از روي قرقره بدون اصطکاکی عبور کرده و به یک کیسه شن به متصل است از ارتفاع h پایین می آید. اگر شخص از حال سکون شروع به حرکت کرده باشد با چه سرعتی به
فصل : 5 نیرو ها 40- شخصی به جرم جرم به وسیله طنابی که از روي قرقره بدون اصطکاکی عبور کرده و به یک کیسه شن به متصل است از ارتفاع h پایین می آید. اگر شخص از حال سکون شروع به حرکت کرده باشد با چه سرعتی به
تخمین با معیار مربع خطا: حالت صفر: X: مکان هواپیما بدون مشاهده X را تخمین بزنیم. بهترین تخمین مقداری است که متوسط مربع خطا مینیمم باشد:
 تخمین با معیار مربع خطا: هدف: با مشاهده X Y را حدس بزنیم. :y X: مکان هواپیما مثال: مشاهده نقطه ( مجموعه نقاط کنارهم ) روی رادار - فرض کنیم می دانیم توزیع احتمال X به چه صورت است. حالت صفر: بدون مشاهده
تخمین با معیار مربع خطا: هدف: با مشاهده X Y را حدس بزنیم. :y X: مکان هواپیما مثال: مشاهده نقطه ( مجموعه نقاط کنارهم ) روی رادار - فرض کنیم می دانیم توزیع احتمال X به چه صورت است. حالت صفر: بدون مشاهده
فصل دوم مثلثات نسبت های مثلثاتی دایره مثلثاتی روابط بین نسبتهای مثلثاتی
 37 فصل دوم مثلثات نسبت های مثلثاتی دایره مثلثاتی روابط بین نسبتهای مثلثاتی 38 آخر این درس با چی آشنا میشی نسبت های مثلثاتی آشنایی با نسبت های مثلثاتی سینوس کسینوس تانژانت کتانژانت 39 به شکل مقابل نگاه
37 فصل دوم مثلثات نسبت های مثلثاتی دایره مثلثاتی روابط بین نسبتهای مثلثاتی 38 آخر این درس با چی آشنا میشی نسبت های مثلثاتی آشنایی با نسبت های مثلثاتی سینوس کسینوس تانژانت کتانژانت 39 به شکل مقابل نگاه
فهرست مطالب جزوه ی فصل اول مدارهای الکتریکی مفاهیم ولتاژ افت ولتاژ و اختالف پتانسیل تحلیل مدار به روش جریان حلقه... 22
 فهرست مطالب جزوه ی فصل اول مدارهای الکتریکی آنچه باید پیش از شروع کتاب مدار بدانید تا مدار را آسان بیاموزید.............................. 2 مفاهیم ولتاژ افت ولتاژ و اختالف پتانسیل................................................
فهرست مطالب جزوه ی فصل اول مدارهای الکتریکی آنچه باید پیش از شروع کتاب مدار بدانید تا مدار را آسان بیاموزید.............................. 2 مفاهیم ولتاژ افت ولتاژ و اختالف پتانسیل................................................
SanatiSharif.ir مقطع مخروطی: دایره: از دوران خط متقاطع d با L حول آن یک مخروط نامحدود بدست میآید که سطح مقطع آن با یک
 مقطع مخروطی: از دوران خط متقاطع d با L حول آن یک مخروط نامحدود بدست میآید که سطح مقطع آن با یک صفحه میتواند دایره بیضی سهمی هذلولی یا نقطه خط و دو خط متقاطع باشد. دایره: مکان هندسی نقاطی است که فاصلهی
مقطع مخروطی: از دوران خط متقاطع d با L حول آن یک مخروط نامحدود بدست میآید که سطح مقطع آن با یک صفحه میتواند دایره بیضی سهمی هذلولی یا نقطه خط و دو خط متقاطع باشد. دایره: مکان هندسی نقاطی است که فاصلهی
دانشکده ی علوم ریاضی جلسه ی ۵: چند مثال
 دانشکده ی علوم ریاضی احتمال و کاربردا ن ۴ اسفند ۹۲ جلسه ی : چند مثال مدر س: دکتر شهرام خزاي ی نگارنده: مهدی پاک طینت (تصحیح: قره داغی گیوه چی تفاق در این جلسه به بررسی و حل چند مثال از مطالب جلسات گذشته
دانشکده ی علوم ریاضی احتمال و کاربردا ن ۴ اسفند ۹۲ جلسه ی : چند مثال مدر س: دکتر شهرام خزاي ی نگارنده: مهدی پاک طینت (تصحیح: قره داغی گیوه چی تفاق در این جلسه به بررسی و حل چند مثال از مطالب جلسات گذشته
Beta Coefficient نویسنده : محمد حق وردی
 مفهوم ضریب سهام بتای Beta Coefficient نویسنده : محمد حق وردی مقدمه : شاید بارها در مقاالت یا گروهای های اجتماعی مربوط به بازار سرمایه نام ضریب بتا رو دیده باشیم یا جایی شنیده باشیم اما برایمان مبهم باشد
مفهوم ضریب سهام بتای Beta Coefficient نویسنده : محمد حق وردی مقدمه : شاید بارها در مقاالت یا گروهای های اجتماعی مربوط به بازار سرمایه نام ضریب بتا رو دیده باشیم یا جایی شنیده باشیم اما برایمان مبهم باشد
فصل اول هدف های رفتاری: پس از پایان این فصل از هنرجو انتظار می رود: 5 روش های اجرای دستور را توضیح دهد. 6 نوارهای ابزار را توصیف کند.
 فصل اول آشنایی با نرم افزار اتوکد هدف های رفتاری: پس از پایان این فصل از هنرجو انتظار می رود: 1 قابلیت های نرم افزار اتوکد را بیان کند. 2 نرم افزار اتوکد 2010 را روی رایانه نصب کند. 3 محیط گرافیکی نرم
فصل اول آشنایی با نرم افزار اتوکد هدف های رفتاری: پس از پایان این فصل از هنرجو انتظار می رود: 1 قابلیت های نرم افزار اتوکد را بیان کند. 2 نرم افزار اتوکد 2010 را روی رایانه نصب کند. 3 محیط گرافیکی نرم
مود لصف یسدنه یاه لیدبت
 فصل دوم 2 تبدیلهای هندسی 1 درس او ل تبدیل های هندسی در بسیاری از مناظر زندگی روزمره نظیر طراحی پارچه نقش فرش کاشی کاری گچ بری و... شکل های مختلف طبق الگویی خاص تکرار می شوند. در این فصل وضعیت های مختلفی
فصل دوم 2 تبدیلهای هندسی 1 درس او ل تبدیل های هندسی در بسیاری از مناظر زندگی روزمره نظیر طراحی پارچه نقش فرش کاشی کاری گچ بری و... شکل های مختلف طبق الگویی خاص تکرار می شوند. در این فصل وضعیت های مختلفی
تعریف نیرو:نیرو بر هم کنش )تاثیر متقابل ) دو جسم بر یکدیگر است که این بر هم کنش میتواند از راه تماس مستقیم باشد
تاثیر متقابل ) دو جسم بر یکدیگر است که این بر هم کنش میتواند از راه تماس مستقیم باشد") دردینامیک علت حرکت یا سکون جسم تحت تاثیر نیروهای وارد بر آن بررسی میشود. تعریف نیرو:نیرو بر هم کنش )تاثیر متقابل ) دو جسم بر یکدیگر است که این بر هم کنش میتواند از راه تماس مستقیم باشد مانند اصطکاک یا
دردینامیک علت حرکت یا سکون جسم تحت تاثیر نیروهای وارد بر آن بررسی میشود. تعریف نیرو:نیرو بر هم کنش )تاثیر متقابل ) دو جسم بر یکدیگر است که این بر هم کنش میتواند از راه تماس مستقیم باشد مانند اصطکاک یا
جلسه ی ۲۴: ماشین تورینگ
 دانشکده ی علوم ریاضی نظریه ی زبان ها و اتوماتا ۲۶ ا ذرماه ۱۳۹۱ جلسه ی ۲۴: ماشین تورینگ مدر س: دکتر شهرام خزاي ی نگارندگان: حمید ملک و امین خسر وشاهی ۱ ماشین تور ینگ تعریف ۱ (تعریف غیررسمی ماشین تورینگ)
دانشکده ی علوم ریاضی نظریه ی زبان ها و اتوماتا ۲۶ ا ذرماه ۱۳۹۱ جلسه ی ۲۴: ماشین تورینگ مدر س: دکتر شهرام خزاي ی نگارندگان: حمید ملک و امین خسر وشاهی ۱ ماشین تور ینگ تعریف ۱ (تعریف غیررسمی ماشین تورینگ)
مسائل. 2 = (20)2 (1.96) 2 (5) 2 = 61.5 بنابراین اندازه ی نمونه الزم باید حداقل 62=n باشد.
2 (1.96) 2 (5) 2 = 61.5 بنابراین اندازه ی نمونه الزم باید حداقل 62=n باشد.") ) مسائل مدیریت کارخانه پوشاک تصمیم دارد مطالعه ای به منظور تعیین میانگین پیشرفت کارگران کارخانه انجام دهد. اگر او در این مطالعه دقت برآورد را 5 نمره در نظر بگیرد و فرض کند مقدار انحراف معیار پیشرفت کاری
) مسائل مدیریت کارخانه پوشاک تصمیم دارد مطالعه ای به منظور تعیین میانگین پیشرفت کارگران کارخانه انجام دهد. اگر او در این مطالعه دقت برآورد را 5 نمره در نظر بگیرد و فرض کند مقدار انحراف معیار پیشرفت کاری
آزمایش ۱ اندازه گیری مقاومت سیم پیچ های ترانسفورماتور تک فاز
 گزارش آزمایشگاه ماشینهای الکتریکی ۲ آزمایش ۱ اندازه گیری مقاومت سیم پیچ های ترانسفورماتور تک فاز شرح آزمایش ماژول تغذیه را با قرار دادن Breaker Circuit بر روی on روشن کنید با تغییر دستگیره ماژول منبع تغذیه
گزارش آزمایشگاه ماشینهای الکتریکی ۲ آزمایش ۱ اندازه گیری مقاومت سیم پیچ های ترانسفورماتور تک فاز شرح آزمایش ماژول تغذیه را با قرار دادن Breaker Circuit بر روی on روشن کنید با تغییر دستگیره ماژول منبع تغذیه
سلسله مزاتب سبان مقدمه فصل : زبان های فارغ از متن زبان های منظم
 1 ماشیه ای توریىگ مقدمه فصل : سلسله مزاتب سبان a n b n c n? ww? زبان های فارغ از متن n b n a ww زبان های منظم a * a*b* 2 زبان ها پذیرفته می شوند بوسیله ی : ماشین های تورینگ a n b n c n ww زبان های فارغ
1 ماشیه ای توریىگ مقدمه فصل : سلسله مزاتب سبان a n b n c n? ww? زبان های فارغ از متن n b n a ww زبان های منظم a * a*b* 2 زبان ها پذیرفته می شوند بوسیله ی : ماشین های تورینگ a n b n c n ww زبان های فارغ
معادلهی مشخصه(کمکی) آن است. در اینجا سه وضعیت متفاوت برای ریشههای معادله مشخصه رخ میدهد:
 آن است. در اینجا سه وضعیت متفاوت برای ریشههای معادله مشخصه رخ میدهد:") شکل کلی معادلات همگن خطی مرتبه دوم با ضرایب ثابت = ٠ cy ay + by + و معادله درجه دوم = ٠ c + br + ar را معادلهی مشخصه(کمکی) آن است. در اینجا سه وضعیت متفاوت برای ریشههای معادله مشخصه رخ میدهد: c ١ e r١x
شکل کلی معادلات همگن خطی مرتبه دوم با ضرایب ثابت = ٠ cy ay + by + و معادله درجه دوم = ٠ c + br + ar را معادلهی مشخصه(کمکی) آن است. در اینجا سه وضعیت متفاوت برای ریشههای معادله مشخصه رخ میدهد: c ١ e r١x
ندرک درگ ندرک درگ شور
 ٥ عددهای تقریبی درس او ل: تقریب زدن گردکردن در کالس چهارم شما با تقریب زدن آشنا شده اید. عددهای زیر را با تقریب دهگان به نزدیک ترین عدد مانند نمونه تقریب بزنید. عدد جواب را در خانه مربوطه بنویسید. 780
٥ عددهای تقریبی درس او ل: تقریب زدن گردکردن در کالس چهارم شما با تقریب زدن آشنا شده اید. عددهای زیر را با تقریب دهگان به نزدیک ترین عدد مانند نمونه تقریب بزنید. عدد جواب را در خانه مربوطه بنویسید. 780
هدف از این آزمایش آشنایی با برخی قضایاي ساده و در عین حال مهم مدار از قبیل قانون اهم جمع آثار مدار تونن و نورتن
 آزما ی ش سوم: ربرسی اقنون ا ه م و قوانین ولتاژ و جریان اهی کیرشهف قوانین میسقت ولتاژ و میسقت جریان ربرسی مدا ر تونن و نورتن قضیه ااقتنل حدا کثر توان و ربرسی مدا ر پ ل و تس ون هدف از این آزمایش آشنایی با
آزما ی ش سوم: ربرسی اقنون ا ه م و قوانین ولتاژ و جریان اهی کیرشهف قوانین میسقت ولتاژ و میسقت جریان ربرسی مدا ر تونن و نورتن قضیه ااقتنل حدا کثر توان و ربرسی مدا ر پ ل و تس ون هدف از این آزمایش آشنایی با
جلسۀ دهم روابط سطوح هندسی قطعات گوشهدار
 جلسۀ دهم حضور و غیاب هنرجویان پیش آزمون از مباحث جلسات قبل )به صورت پرسش و پاسخ امتحان کوتاه و ( نظارت بر انجام تکالیف هنرجویان و رفع اشکاالت آنها یادآوری مطالب جلسات قبل شروع بحث با عنوان موضوع این جلسه
جلسۀ دهم حضور و غیاب هنرجویان پیش آزمون از مباحث جلسات قبل )به صورت پرسش و پاسخ امتحان کوتاه و ( نظارت بر انجام تکالیف هنرجویان و رفع اشکاالت آنها یادآوری مطالب جلسات قبل شروع بحث با عنوان موضوع این جلسه
اندازهگیری چگالی به روش ارشمیدس و اندازهگیری زمان عکسالعمل شخص II
 آزمایش شمارة 2 اندازهگیری چگالی به روش ارشمیدس و اندازهگیری زمان عکسالعمل شخص II مقدمه در این جلسه اندازهگیری و تحلیل دادهها با دو آزمایش اصل ارشمیدس و اندازهگیری زمان واکنش شخص مد نظر است. هدف از آزمایش
آزمایش شمارة 2 اندازهگیری چگالی به روش ارشمیدس و اندازهگیری زمان عکسالعمل شخص II مقدمه در این جلسه اندازهگیری و تحلیل دادهها با دو آزمایش اصل ارشمیدس و اندازهگیری زمان واکنش شخص مد نظر است. هدف از آزمایش
ﺶﯾ : ﺎﻣزآ مﺎﺠﻧا ﺦﯾرﺎﺗ
 به نام یگانه مهندس گیتی عنوان آزمایش: ضربه جت آب تاریخ انجام آزمایش: 389/0/5 هدف آزمایش: بررسی نیروي وارده از یک جت آب به موانع ساکن که به صورت صفحه هاي تخت و کروي می باشند و مقایسه آن با قوانین مومنتوم
به نام یگانه مهندس گیتی عنوان آزمایش: ضربه جت آب تاریخ انجام آزمایش: 389/0/5 هدف آزمایش: بررسی نیروي وارده از یک جت آب به موانع ساکن که به صورت صفحه هاي تخت و کروي می باشند و مقایسه آن با قوانین مومنتوم
جلسه 9 1 مدل جعبه-سیاه یا جستاري. 2 الگوریتم جستجوي Grover 1.2 مسا له 2.2 مقدمات محاسبات کوانتمی (22671) ترم بهار
 ترم بهار") محاسبات کوانتمی (22671) ترم بهار 1390-1391 مدرس: سلمان ابوالفتح بیگی نویسنده: هیربد کمالی نیا جلسه 9 1 مدل جعبه-سیاه یا جستاري مدل هایی که در جلسه ي پیش براي استفاده از توابع در الگوریتم هاي کوانتمی بیان
محاسبات کوانتمی (22671) ترم بهار 1390-1391 مدرس: سلمان ابوالفتح بیگی نویسنده: هیربد کمالی نیا جلسه 9 1 مدل جعبه-سیاه یا جستاري مدل هایی که در جلسه ي پیش براي استفاده از توابع در الگوریتم هاي کوانتمی بیان
Spacecraft thermal control handbook. Space mission analysis and design. Cubesat, Thermal control system
 سیستم زیر حرارتی ماهواره سرفصل های مهم 1- منابع مطالعاتی 2- مقدمه ای بر انتقال حرارت و مکانیزم های آن 3- موازنه انرژی 4 -سیستم های کنترل دما در فضا 5- مدل سازی عددی حرارتی ماهواره 6- تست های مورد نیاز
سیستم زیر حرارتی ماهواره سرفصل های مهم 1- منابع مطالعاتی 2- مقدمه ای بر انتقال حرارت و مکانیزم های آن 3- موازنه انرژی 4 -سیستم های کنترل دما در فضا 5- مدل سازی عددی حرارتی ماهواره 6- تست های مورد نیاز
تلفات خط انتقال ابررسی یک شبکة قدرت با 2 به شبکة شکل زیر توجه کنید. ژنراتور فرضیات شبکه: میباشد. تلفات خط انتقال با مربع توان انتقالی متناسب
 تلفات خط انتقال ابررسی یک شبکة قدرت با 2 به شبکة شکل زیر توجه کنید. ژنراتور فرضیات شبکه: این شبکه دارای دو واحد کامال یکسان آنها 400 MW میباشد. است تلفات خط انتقال با مربع توان انتقالی متناسب و حداکثر
تلفات خط انتقال ابررسی یک شبکة قدرت با 2 به شبکة شکل زیر توجه کنید. ژنراتور فرضیات شبکه: این شبکه دارای دو واحد کامال یکسان آنها 400 MW میباشد. است تلفات خط انتقال با مربع توان انتقالی متناسب و حداکثر
فصل سوم جریان های الکتریکی و مدارهای جریان مستقیم جریان الکتریکی
 فصل سوم جریان های الکتریکی و مدارهای جریان مستقیم جریان الکتریکی در رساناها مانند یک سیم مسی الکترون های آزاد وجود دارند که با سرعت های متفاوت بطور کاتوره ای)بی نظم(در حال حرکت هستند بطوریکه بار خالص گذرنده
فصل سوم جریان های الکتریکی و مدارهای جریان مستقیم جریان الکتریکی در رساناها مانند یک سیم مسی الکترون های آزاد وجود دارند که با سرعت های متفاوت بطور کاتوره ای)بی نظم(در حال حرکت هستند بطوریکه بار خالص گذرنده
Continuos 8 V DC Intermittent 10A for 10 Sec ±% % / c. AVR Responsez 20 ms
 ولتاژ رگولاتور ژنراتور مدل AVR8 توضیحات دستگاه ولتاژ رگولاتور DATAKOM AVR8 باعث ثابت ماندن ولتاژ خروجی ژنراتور می گردد. طراحی دستگاه بصورت روباز و رزین ریخته شده می باشد که قابلیت نصب در جعبه ترمینال ژنراتور
ولتاژ رگولاتور ژنراتور مدل AVR8 توضیحات دستگاه ولتاژ رگولاتور DATAKOM AVR8 باعث ثابت ماندن ولتاژ خروجی ژنراتور می گردد. طراحی دستگاه بصورت روباز و رزین ریخته شده می باشد که قابلیت نصب در جعبه ترمینال ژنراتور
آزمایش میلیکان هدف آزمایش: بررسی کوانتایی بودن بار و اندازهگیري بار الکترون مقدمه: روش مشاهده حرکت قطرات ریز روغن باردار در میدان عبارتند از:
 آزمایش میلیکان هدف آزمایش: بررسی کوانتایی بودن بار و اندازهگیري بار الکترون مقدمه: یک (R.A.Millikan) رابرت میلیکان 1909 در سال روش عملی براي اندازهگیري بار یونها گزارش کرد. این روش مشاهده حرکت قطرات ریز
آزمایش میلیکان هدف آزمایش: بررسی کوانتایی بودن بار و اندازهگیري بار الکترون مقدمه: یک (R.A.Millikan) رابرت میلیکان 1909 در سال روش عملی براي اندازهگیري بار یونها گزارش کرد. این روش مشاهده حرکت قطرات ریز
تبدیل ها هندسه سوم دبیرستان ( D با یک و تنها یک عضو از مجموعه Rست که در آن هر عضو مجموعه نگاشت از Dبه R تناظری بین مجموعه های D و Rمتناظر باشد.
 تبدیل ها ن گاشت : D با یک و تنها یک عضو از مجموعه نگاشت از Dبه R تناظری بین مجموعه های D و Rمتناظر باشد. Rست که در آن هر عضو مجموعه تبد ی ل : نگاشتی یک به یک از صفحه به روی خودش است یعنی در تبدیل هیچ دو
تبدیل ها ن گاشت : D با یک و تنها یک عضو از مجموعه نگاشت از Dبه R تناظری بین مجموعه های D و Rمتناظر باشد. Rست که در آن هر عضو مجموعه تبد ی ل : نگاشتی یک به یک از صفحه به روی خودش است یعنی در تبدیل هیچ دو
Answers to Problem Set 5
 Answers to Problem Set 5 Principle of Economics Graduate School of Management and Economics, Sharif University of Technology Fall 94 5. Suppose a competitive firm has the following cost function c(y) =
Answers to Problem Set 5 Principle of Economics Graduate School of Management and Economics, Sharif University of Technology Fall 94 5. Suppose a competitive firm has the following cost function c(y) =
فهرست جزوه ی فصل دوم مدارهای الکتریکی ( بردارها(
 فهرست جزوه ی فصل دوم مدارهای الکتریکی ( بردارها( رفتار عناصر L, R وC در مدارات جریان متناوب......................................... بردار و کمیت برداری.............................................................
فهرست جزوه ی فصل دوم مدارهای الکتریکی ( بردارها( رفتار عناصر L, R وC در مدارات جریان متناوب......................................... بردار و کمیت برداری.............................................................
تئوری رفتار مصرف کننده : می گیریم. فرض اول: فرض دوم: فرض سوم: فرض چهارم: برای بیان تئوری رفتار مصرف کننده ابتدا چهار فرض زیر را در نظر
 تئوری رفتار مصرف کننده : می گیریم برای بیان تئوری رفتار مصرف کننده ابتدا چهار فرض زیر را در نظر فرض اول: مصرف کننده یک مصرف کننده منطقی است یعنی دارای رفتار عقالیی می باشد به عبارت دیگر از مصرف کاالها
تئوری رفتار مصرف کننده : می گیریم برای بیان تئوری رفتار مصرف کننده ابتدا چهار فرض زیر را در نظر فرض اول: مصرف کننده یک مصرف کننده منطقی است یعنی دارای رفتار عقالیی می باشد به عبارت دیگر از مصرف کاالها
دانشگاه بیرجند فهرست:
 فهرست: آزمایش 1 :منحنی مشخصه دیود با استفاده از روش نقطه یابی و اسیلوسکوپ... 1 آزمایش 2 : کاربرد دیود )یکسو کننده ها(... 6 آزمایش 3 : کاربردهای دیود در مدار های جهش برش و چند برابر کننده های ولتاژ... 11
فهرست: آزمایش 1 :منحنی مشخصه دیود با استفاده از روش نقطه یابی و اسیلوسکوپ... 1 آزمایش 2 : کاربرد دیود )یکسو کننده ها(... 6 آزمایش 3 : کاربردهای دیود در مدار های جهش برش و چند برابر کننده های ولتاژ... 11
فصل 5 :اصل گسترش و اعداد فازی
 فصل 5 :اصل گسترش و اعداد فازی : 1-5 اصل گسترش در ریاضیات معمولی یکی از مهمترین ابزارها تابع می باشد.تابع یک نوع رابطه خاص می باشد رابطه ای که در نمایش زوج مرتبی عنصر اول تکراری نداشته باشد.معموال تابع
فصل 5 :اصل گسترش و اعداد فازی : 1-5 اصل گسترش در ریاضیات معمولی یکی از مهمترین ابزارها تابع می باشد.تابع یک نوع رابطه خاص می باشد رابطه ای که در نمایش زوج مرتبی عنصر اول تکراری نداشته باشد.معموال تابع
حجمهای کروی: فعالیت فعالیت 1 به اطراف خود)کالس خانه خیابان و ( به دقت نگاه کنید. در حجمهای هندسی نوع آن را تعیین کنید.
کالس خانه خیابان و ( به دقت نگاه کنید. در حجمهای هندسی نوع آن را تعیین کنید.") حجم های هندسی فعالیت به اطراف خود)کالس خانه خیابان و ( به دقت نگاه کنید. آیا چیزی پیدا میکنید که حجم نداشته باشد در تصویر مقابل چه نوع حجمهایی را میبینید آیا همه آنها شکل هندسی دارند آیا میتوانید یک طبقهبندی
حجم های هندسی فعالیت به اطراف خود)کالس خانه خیابان و ( به دقت نگاه کنید. آیا چیزی پیدا میکنید که حجم نداشته باشد در تصویر مقابل چه نوع حجمهایی را میبینید آیا همه آنها شکل هندسی دارند آیا میتوانید یک طبقهبندی
آموزش SPSS مقدماتی و پیشرفته مدیریت آمار و فناوری اطالعات -
 آموزش SPSS مقدماتی و پیشرفته تهیه و تنظیم: فرزانه صانعی مدیریت آمار و فناوری اطالعات - مهرماه 96 بخش سوم: مراحل تحلیل آماری تحلیل داده ها به روش پارامتری بررسی نرمال بودن توزیع داده ها قضیه حد مرکزی جدول
آموزش SPSS مقدماتی و پیشرفته تهیه و تنظیم: فرزانه صانعی مدیریت آمار و فناوری اطالعات - مهرماه 96 بخش سوم: مراحل تحلیل آماری تحلیل داده ها به روش پارامتری بررسی نرمال بودن توزیع داده ها قضیه حد مرکزی جدول
تغییرات مبحث نهم فصل 01 اهداف طراحی: فصل 01 اصول پایه طراحی: فصل 01 فصل 01
 اهداف طراحی: ایمنی بهره برداری مناسب تغییرات مبحث نهم اهداف طراحی: ایمنی قابلیت خدمات رسانی قابلیت استفاده مجدد مقاومت در برابر خرابی پیش رونده دوام روش طراحی: حالت های حدی نهایی حالت های حدی بهره برداری
اهداف طراحی: ایمنی بهره برداری مناسب تغییرات مبحث نهم اهداف طراحی: ایمنی قابلیت خدمات رسانی قابلیت استفاده مجدد مقاومت در برابر خرابی پیش رونده دوام روش طراحی: حالت های حدی نهایی حالت های حدی بهره برداری
الکتریسیته ساکن مدرس:مسعود رهنمون سال تحصیلى 95-96
 الکتریسیته ساکن سال تحصیلى 95-96 مقدمه: همانطور که می دانیم بارهای الکتریکی بر هم نیرو وارد می کنند. بارهای الکتریکی هم نام یکدیگر را می رانند و بارهای الکتریکی نا هم نام یکدیگر را می ربایند. بار نقطه
الکتریسیته ساکن سال تحصیلى 95-96 مقدمه: همانطور که می دانیم بارهای الکتریکی بر هم نیرو وارد می کنند. بارهای الکتریکی هم نام یکدیگر را می رانند و بارهای الکتریکی نا هم نام یکدیگر را می ربایند. بار نقطه
در برنامه SAP2000 برقرای اتصال بین pile و leg توسط گروت چگونه در تحلیل لحاظ میشود - در برنامه SAP2000 در صورت برقرای اتصال بین pile و leg توسط گروت
 011 نکته و سوال از ویدئواهی اول و دوم در برنامه SAP2000 برقرای اتصال بین pile و leg توسط گروت چگونه در تحلیل لحاظ میشود - در برنامه SAP2000 در صورت برقرای اتصال بین pile و leg توسط گروت با در نظر گرفتن
011 نکته و سوال از ویدئواهی اول و دوم در برنامه SAP2000 برقرای اتصال بین pile و leg توسط گروت چگونه در تحلیل لحاظ میشود - در برنامه SAP2000 در صورت برقرای اتصال بین pile و leg توسط گروت با در نظر گرفتن
برابری کار نیروی برآیند و تغییرات انرژی جنبشی( را بدست آورید. ماتریس ممان اینرسی s I A
 مبحث بیست و سوم)مباحث اندازه حرکت وضربه قانون بقای اندازه حرکت انرژی جنبشی و قانون برابری کار نیروی برآیند و تغییرات انرژی جنبشی( تکلیف از مبحث ماتریس ممان اینرسی( را بدست آورید. ماتریس ممان اینرسی s I
مبحث بیست و سوم)مباحث اندازه حرکت وضربه قانون بقای اندازه حرکت انرژی جنبشی و قانون برابری کار نیروی برآیند و تغییرات انرژی جنبشی( تکلیف از مبحث ماتریس ممان اینرسی( را بدست آورید. ماتریس ممان اینرسی s I
ترمودینامیک ۲ مخلوط هوا بخار و تهویه مطبوع مدرس: علیرضا اسفندیار کارشناسی ارشد مهندسی مکانیک - تبدیل انرژی دانشگاه امام حسین )ع( آموزش ترمودینامیک ۲
ع( آموزش ترمودینامیک ۲") ترمودینامیک ۲ مخلوط هوا بخار و تهویه مطبوع مدرس: علیرضا اسفندیار کارشناسی ارشد مهندسی مکانیک - تبدیل انرژی دانشگاه امام حسین )ع( 1 هوای خشک و هوای جو: هوای جو: هوای خشک: در جو زمین که دارای مقداری رطوبت
ترمودینامیک ۲ مخلوط هوا بخار و تهویه مطبوع مدرس: علیرضا اسفندیار کارشناسی ارشد مهندسی مکانیک - تبدیل انرژی دانشگاه امام حسین )ع( 1 هوای خشک و هوای جو: هوای جو: هوای خشک: در جو زمین که دارای مقداری رطوبت
باشند و c عددی ثابت باشد آنگاه تابع های زیر نیز در a پیوسته اند. به شرطی که g(a) 0 f g
 0 f g") تعریف : 3 فرض کنیم D دامنه تابع f زیر مجموعه ای از R باشد a D تابع f:d R در نقطه a پیوسته است هرگاه به ازای هر دنباله از نقاط D مانند { n a{ که به a همگراست دنبال ه ){ n }f(a به f(a) همگرا باشد. محتوی
تعریف : 3 فرض کنیم D دامنه تابع f زیر مجموعه ای از R باشد a D تابع f:d R در نقطه a پیوسته است هرگاه به ازای هر دنباله از نقاط D مانند { n a{ که به a همگراست دنبال ه ){ n }f(a به f(a) همگرا باشد. محتوی
 http://econometrics.blog.ir/ متغيرهای وابسته نماد متغيرهای وابسته مدت زمان وصول حساب های دريافتني rcp چرخه تبدیل وجه نقد ccc متغیرهای کنترلی نماد متغيرهای کنترلي رشد فروش اندازه شرکت عملکرد شرکت GROW SIZE
http://econometrics.blog.ir/ متغيرهای وابسته نماد متغيرهای وابسته مدت زمان وصول حساب های دريافتني rcp چرخه تبدیل وجه نقد ccc متغیرهای کنترلی نماد متغيرهای کنترلي رشد فروش اندازه شرکت عملکرد شرکت GROW SIZE
اتصال گیردار به ستون 1-5 مقدمه 2-5- نمونه محاسبات اتصال گیردار جوشی با ورق روسري و زیر سري WPF) ( مشخصات اولیه مقاطع
 ( مشخصات اولیه مقاطع") فصل پنجم: اتصال گیردار به ستون 1-5 مقدمه در اتصالات صلب خمشی لنگر خمشی انتهاي تیر به صورت کامل به ستون منتقل می گردد و زاویه چرخش بین تیر و ستون در محل اتصال ثابت باقی می ماند. قاب خمشی در این ساختمان
فصل پنجم: اتصال گیردار به ستون 1-5 مقدمه در اتصالات صلب خمشی لنگر خمشی انتهاي تیر به صورت کامل به ستون منتقل می گردد و زاویه چرخش بین تیر و ستون در محل اتصال ثابت باقی می ماند. قاب خمشی در این ساختمان
موتورهای تکفاز ساختمان موتورهای تک فاز دوخازنی را توضیح دهد. منحنی مشخصه گشتاور سرعت موتور تک فاز با خازن راه انداز را تشریح کند.
 5 موتورهای تک فاز 183 موتورهای تکفاز هدف های رفتاری: نحوه تولید میدان مغناطیسی در یک استاتور با یک و دو سیم پیچ را بررسی نماید. لزوم استفاده از سیم پیچ کمکی در موتورهای تک فاز را توضیح دهد. ساختمان داخلی
5 موتورهای تک فاز 183 موتورهای تکفاز هدف های رفتاری: نحوه تولید میدان مغناطیسی در یک استاتور با یک و دو سیم پیچ را بررسی نماید. لزوم استفاده از سیم پیچ کمکی در موتورهای تک فاز را توضیح دهد. ساختمان داخلی
هندسه تحلیلی و جبر خطی ( خط و صفحه )
") هندسه تحلیلی جبر خطی ( خط صفحه ) z معادالت متقارن ) : خط ( معادله برداری - معادله پارامتری P فرض کنید e معادلهی خطی باشد که از نقطه ی P به مازات بردار ( c L ) a b رسم شده باشد اگر ( z P ) x y l L نقطهی
هندسه تحلیلی جبر خطی ( خط صفحه ) z معادالت متقارن ) : خط ( معادله برداری - معادله پارامتری P فرض کنید e معادلهی خطی باشد که از نقطه ی P به مازات بردار ( c L ) a b رسم شده باشد اگر ( z P ) x y l L نقطهی
گزارش کار آزمایشگاه مبانی مهندسی برق گزارش کار آزمایشگاه مبانی مهندسی برق آزمایش مدارهای
 گزارش کار آزمایشگاه مبانی مهندسی برق خدا نام به 00 گزارش کار آزمایشگاه مبانی مهندسی برق آزمایش مدارهای RC www.ie uni.ir هدف آزمایش: می خواهیم شارژ ودشارژ خازن را در مدار ببینیم که به چه نحوی وبا چه روابطی
گزارش کار آزمایشگاه مبانی مهندسی برق خدا نام به 00 گزارش کار آزمایشگاه مبانی مهندسی برق آزمایش مدارهای RC www.ie uni.ir هدف آزمایش: می خواهیم شارژ ودشارژ خازن را در مدار ببینیم که به چه نحوی وبا چه روابطی
دستور العمل تعیین مختصات بوسیله دستگاه GPS شرکت ملی گاز ایران شرکت گاز استان تهران امور خدمات فنی و فروش عمده واحد GIS نسخه 0.1.
 شرکت ملی گاز ایران شرکت گاز استان تهران امور خدمات فنی و فروش عمده واحد GIS نسخه 0.1.1 بهار 0131 GIS 1 پیش رو موارد الزم به جهت تعیین موقعیت تاسیسات گازرسانی بوسیله سیستم تعیین موقعیت جهانی( GPS ) را تشریح
شرکت ملی گاز ایران شرکت گاز استان تهران امور خدمات فنی و فروش عمده واحد GIS نسخه 0.1.1 بهار 0131 GIS 1 پیش رو موارد الزم به جهت تعیین موقعیت تاسیسات گازرسانی بوسیله سیستم تعیین موقعیت جهانی( GPS ) را تشریح
مجموعۀ آزمایشگاهی آنتن مشخصات فنی
 فهرست 1-4- آنتنهای شیپوری )کد قطعه: 1411 و 1412(... 16 2-4- آنتنهای هلیکال )کد قطعه: 1421 و 1422(... 19 3-4- آنتنهای مایکرواستریپ )کد قطعه: 1431 تا 1439 (... 21 4-4- آنتن شکافی )کد قطعه: 1440(... 26 5-4-
فهرست 1-4- آنتنهای شیپوری )کد قطعه: 1411 و 1412(... 16 2-4- آنتنهای هلیکال )کد قطعه: 1421 و 1422(... 19 3-4- آنتنهای مایکرواستریپ )کد قطعه: 1431 تا 1439 (... 21 4-4- آنتن شکافی )کد قطعه: 1440(... 26 5-4-
شبکه های عصبی در کنترل
 شبکه های عصبی در کنترل دانشگاه نجف آباد درس: کنترل هوشمند در فضای سایبرنتیک مدرس: حمید محمودیان مدل ریاضی نرون مدل ریاضی یک نرون ساده به صورت روبرو است P: مقدار کمیت ورودی b: مقدار بایاس )عرض از مبدا تابع
شبکه های عصبی در کنترل دانشگاه نجف آباد درس: کنترل هوشمند در فضای سایبرنتیک مدرس: حمید محمودیان مدل ریاضی نرون مدل ریاضی یک نرون ساده به صورت روبرو است P: مقدار کمیت ورودی b: مقدار بایاس )عرض از مبدا تابع
سطوح مرزی سیالها مقاومتی در برابر بزرگ شدن از خود نشان میدهند. این مقاومت همان کشش سطحی است. به
 کشش سطحی Surface Tension سطوح مرزی سیالها مقاومتی در برابر بزرگ شدن از خود نشان میدهند. این مقاومت همان کشش سطحی است. به صورت دقیقتر اگر یک مرز دو بعدی برای یک سیال داشته باشیم و یک خط فرضی از سیال با
کشش سطحی Surface Tension سطوح مرزی سیالها مقاومتی در برابر بزرگ شدن از خود نشان میدهند. این مقاومت همان کشش سطحی است. به صورت دقیقتر اگر یک مرز دو بعدی برای یک سیال داشته باشیم و یک خط فرضی از سیال با
بسم هللا الرحمن الرحیم
 بسم هللا الرحمن الرحیم نام سر گروه : نام اعضای گروه : شماره گروه : تاریخ انجام آزمایش : تاریخ تحویل آزمایش : هدف آزمایش : بررسی جریان و ولتاژ در مدارهای RLC و مطالعه پدیده تشدید وسایل آزمایش : منبع تغذیه
بسم هللا الرحمن الرحیم نام سر گروه : نام اعضای گروه : شماره گروه : تاریخ انجام آزمایش : تاریخ تحویل آزمایش : هدف آزمایش : بررسی جریان و ولتاژ در مدارهای RLC و مطالعه پدیده تشدید وسایل آزمایش : منبع تغذیه
چکیده مقدمه کلید واژه ها:
 چکیده طی دهه های گذشته سازمان های بسیاری در اقسا نقاط جهان سیستم برنامه ریزی منابع سازمانی ERP را اتخاذ کرده اند. در باره ی منافع حسابداری اتخاذ سیستم های سازمانی تحقیقات کمی در مقیاس جهانی انجام شده است.
چکیده طی دهه های گذشته سازمان های بسیاری در اقسا نقاط جهان سیستم برنامه ریزی منابع سازمانی ERP را اتخاذ کرده اند. در باره ی منافع حسابداری اتخاذ سیستم های سازمانی تحقیقات کمی در مقیاس جهانی انجام شده است.
فصل چهارم : مولتی ویبراتورهای ترانزیستوری مقدمه: فیدبک مثبت
 جزوه تکنیک پالس فصل چهارم: مولتی ویبراتورهای ترانزیستوری فصل چهارم : مولتی ویبراتورهای ترانزیستوری مقدمه: فیدبک مثبت در تقویت کننده ها از فیدبک منفی استفاده می نمودیم تا بهره خیلی باال نرفته و سیستم پایدار
جزوه تکنیک پالس فصل چهارم: مولتی ویبراتورهای ترانزیستوری فصل چهارم : مولتی ویبراتورهای ترانزیستوری مقدمه: فیدبک مثبت در تقویت کننده ها از فیدبک منفی استفاده می نمودیم تا بهره خیلی باال نرفته و سیستم پایدار
جلسه ی ۴: تحلیل مجانبی الگوریتم ها
 دانشکده ی علوم ریاضی ساختمان داده ها ۲ مهر ۱۳۹۲ جلسه ی ۴: تحلیل مجانبی الگوریتم ها مدر س: دکتر شهرام خزاي ی نگارنده: شراره عز ت نژاد ا رمیتا ثابتی اشرف ۱ مقدمه الگوریتم ابزاری است که از ا ن برای حل مسا
دانشکده ی علوم ریاضی ساختمان داده ها ۲ مهر ۱۳۹۲ جلسه ی ۴: تحلیل مجانبی الگوریتم ها مدر س: دکتر شهرام خزاي ی نگارنده: شراره عز ت نژاد ا رمیتا ثابتی اشرف ۱ مقدمه الگوریتم ابزاری است که از ا ن برای حل مسا